Отдел продаж
Обратный звонок
Режим работы:
Обработка заказов с 11:00 до 19:00 по будням
Если после прочтения у Вас еще остались вопросы, напишите нам:
Корпус поставляется в собранном виде и для дальнейшей работы разбирать его не требуется. Можно перейти к следующему шагу - сборка оси Z. Но если по каким-либо причинам вы все же разобрали корпус, то ниже представлена инструкция по сборке.
Правильный порядок крепления элементов.
Корпус состоит из 4 элементов: 2 черные стенки (передняя и задняя) и 2 оранжевые крышки (горизонтальные), собирается на винты М4*10.
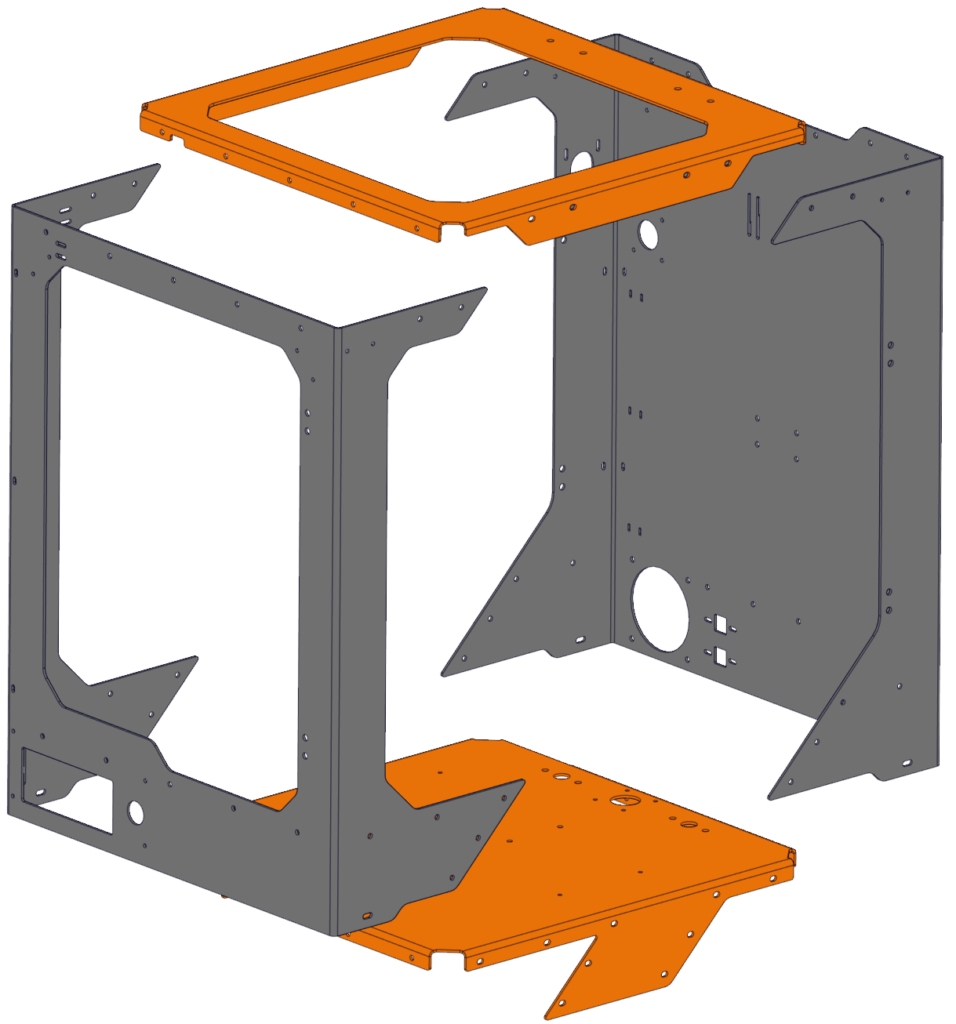
Винты закручиваются в строго определенном порядке. Сначала необходимо закрутить винты на передней и задней части корпуса, а лишь потом на боковых гранях.
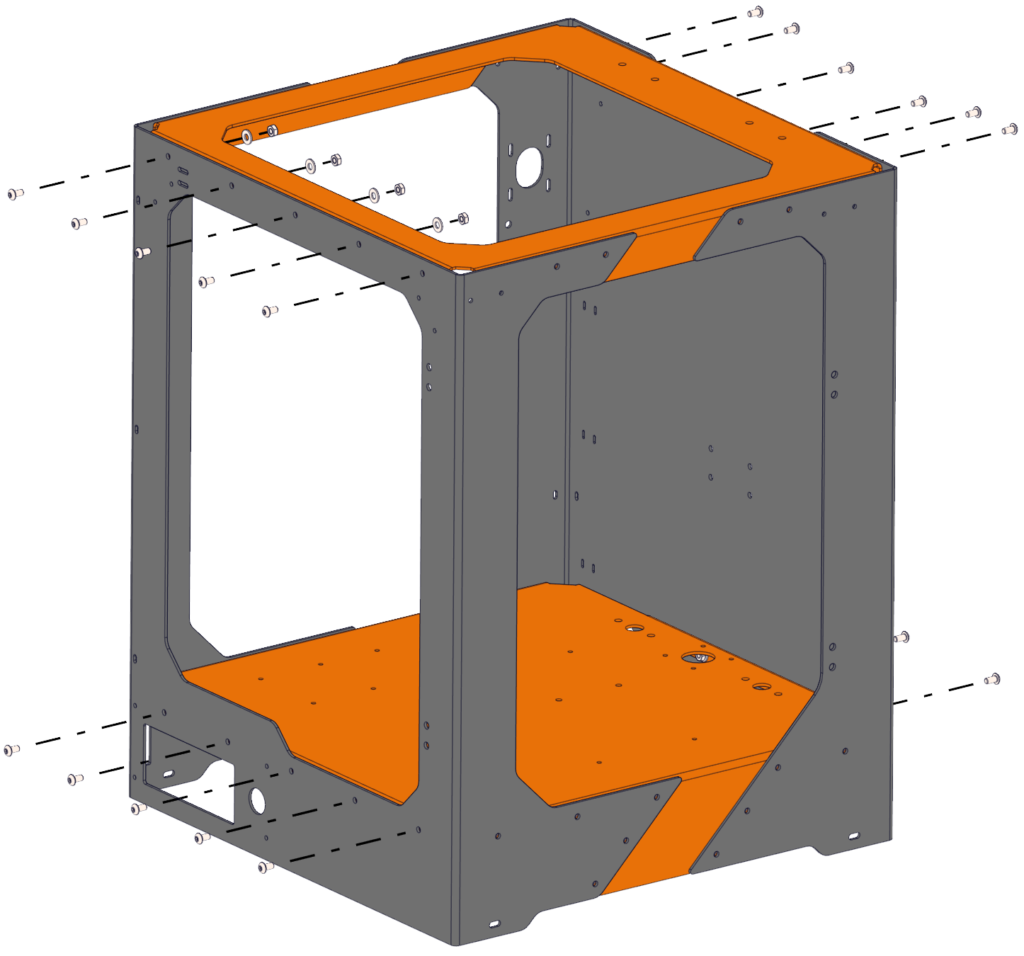
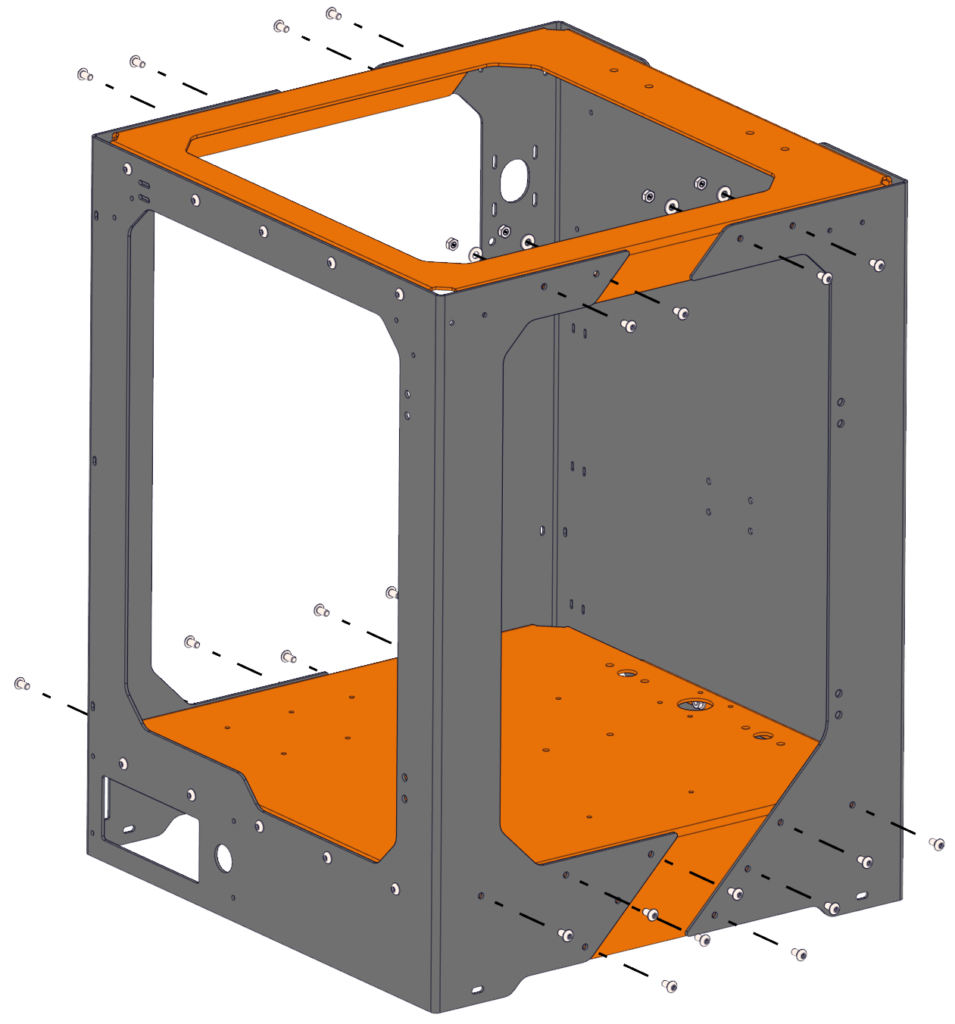
Для сборки корпуса понадобятся хорошие шестигранники, которые не сорвутся после первого винта. Закручивать винты при сборке корпуса следует со значительным, но не чрезмерным усилием.
Для сборки необходимы:
Винт ISO 7380 М4×8 — 46 шт.
Гайка М4 — 46 шт.
Шайба М4 — 46 шт.
В принтере UlTi Steel повышенная жесткость оси Z и алюминиевые крепления валов, которые устраняют любые возможные перемещения вала.
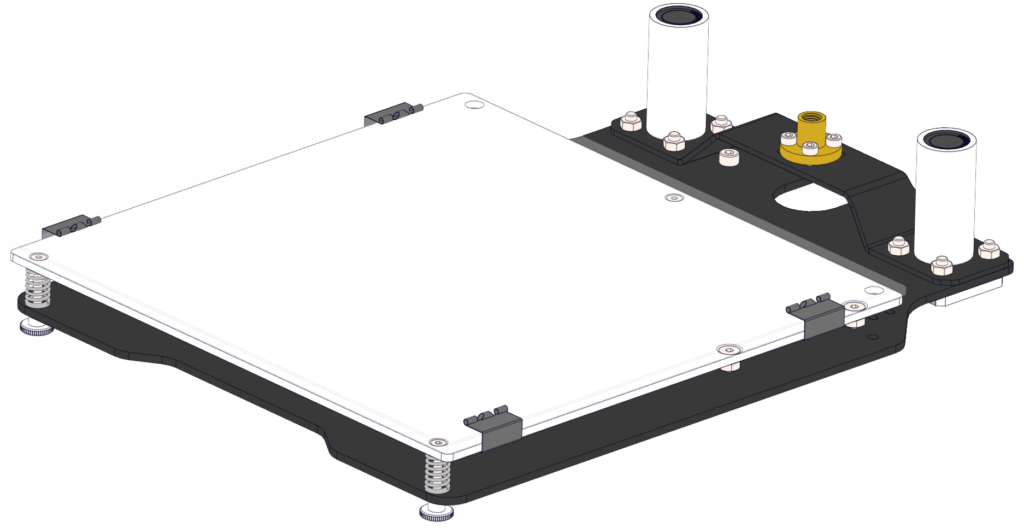
Силовой каркас стола состоит из четырех частей: основания стола, усиливающих уголков, опорной пластины гайки и алюминиевой нагревательной платформы.
Общий вид стального стола:
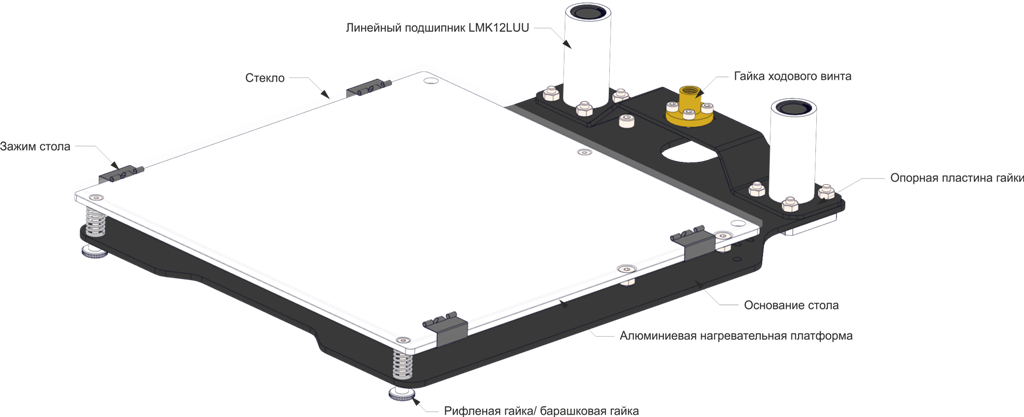
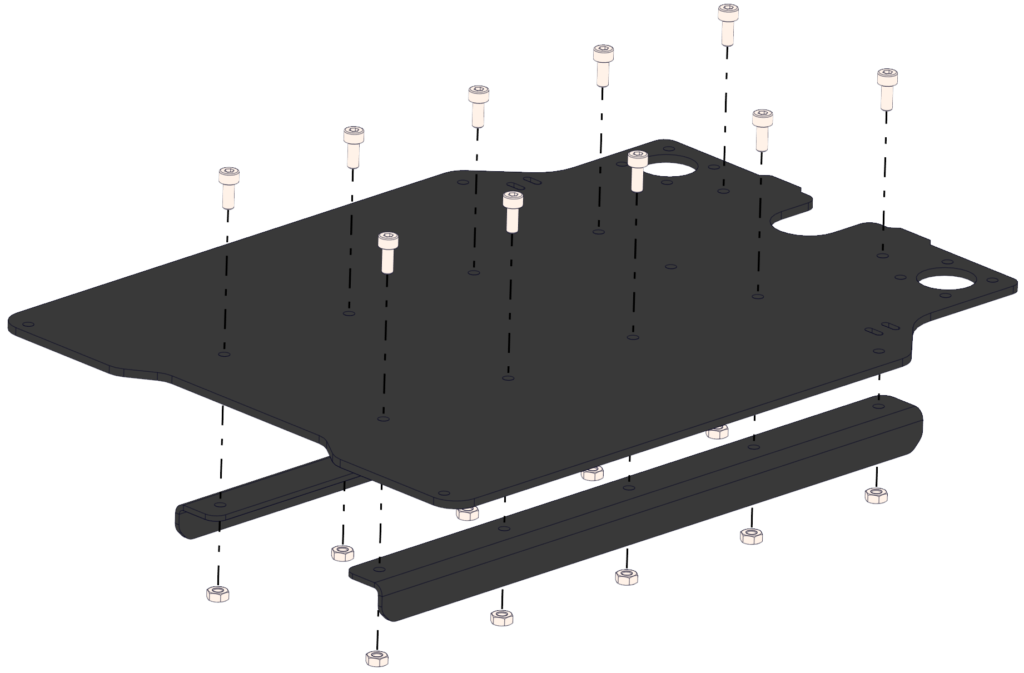
Сборку стола следует начать с установки усиливающих уголков. Они служат для устранения вибрации и резонанса пластины, а также как дополнительные ребра жесткости стола. Их установка обязательна.
Для сборки необходимы:
Винт DIN 912 М4×10 — 10 шт.
Гайка М4 — 10 шт.
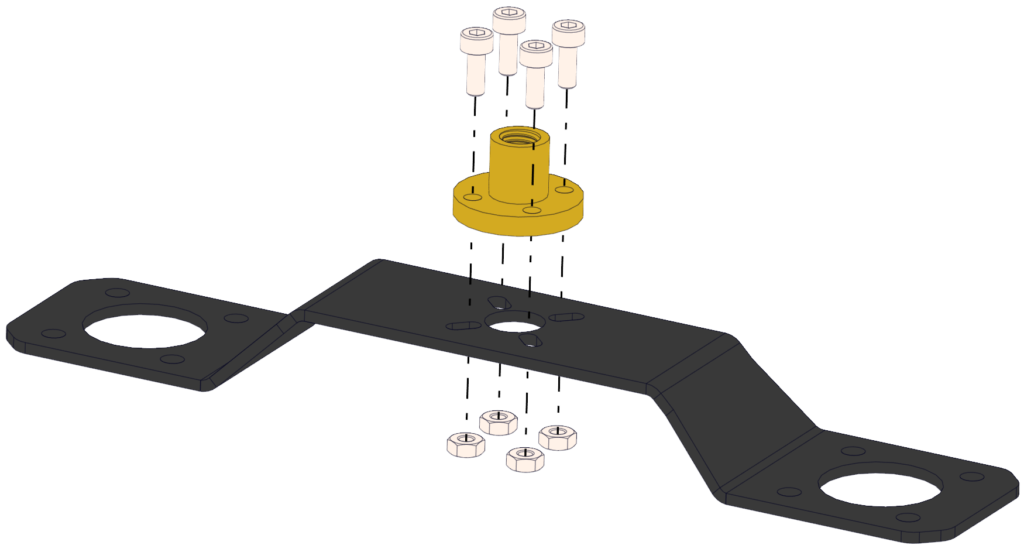
Далее монтируем гайку ходового винта на опорную пластину гайки. Гайка устанавливается длинной частью вверх. В кит-наборе гайка накручена на трапецеидальный винт.
Для сборки необходимы:
Винт DIN 912 М3×8 — 4 шт.
Гайка М3 — 4 шт.
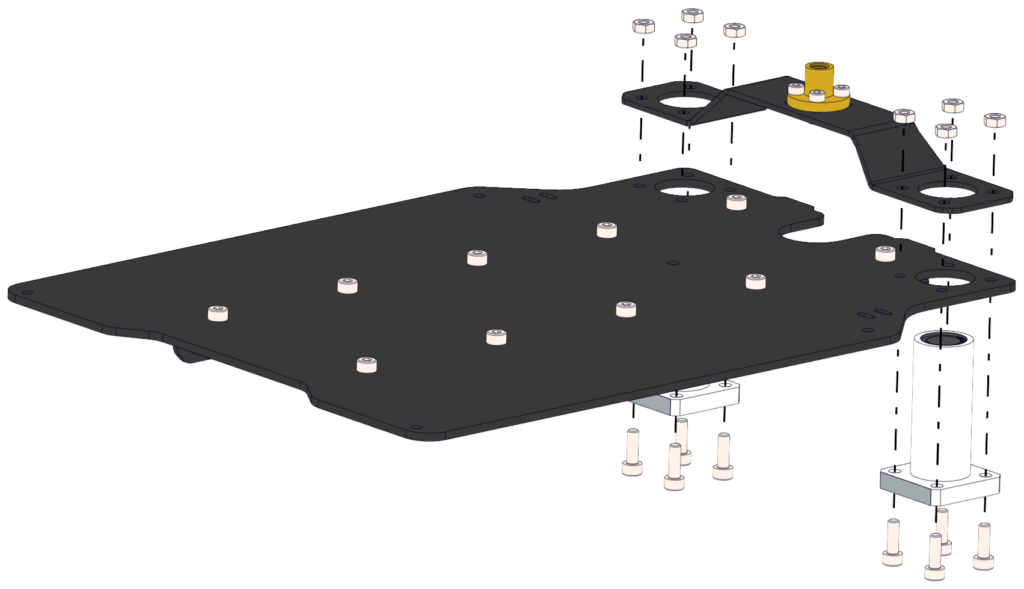
Далее крепим линейные подшипники LMK12LUU и две основные несущие части: основание стола и опорную пластину гайки на винты М4, не забыв подложить шайбы под гайки.
Если подшипники очень плотно вставляются в отверстия - уберите на кромке выреза краску. Такая плотная посадка сделана специально для центрирования подшипников и задания максимально точного расстояния между осями валов.
Для сборки необходимы:
Винт DIN 912 М4×12 — 8 шт.
Гайка М4 — 8 шт.
Шайба М4 — 8 шт.
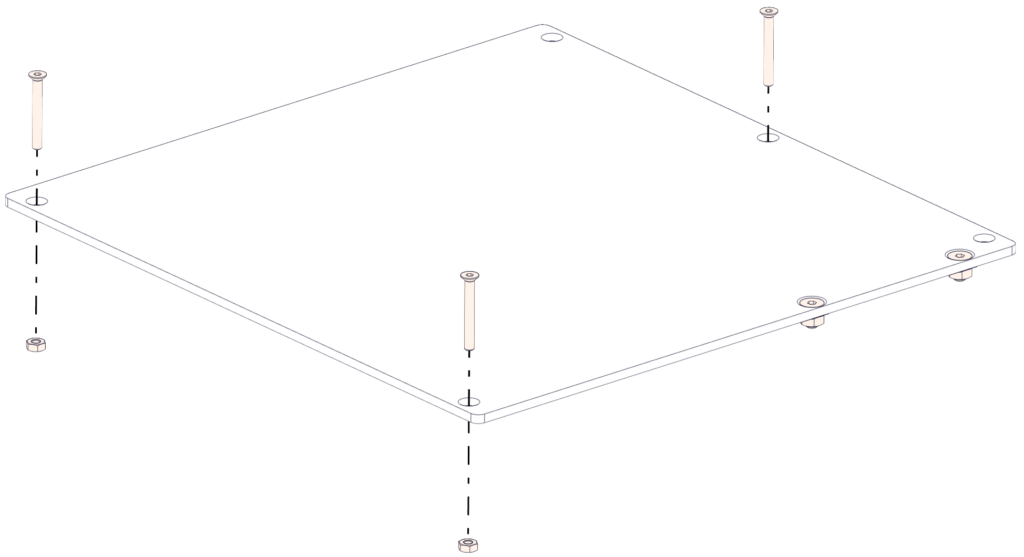
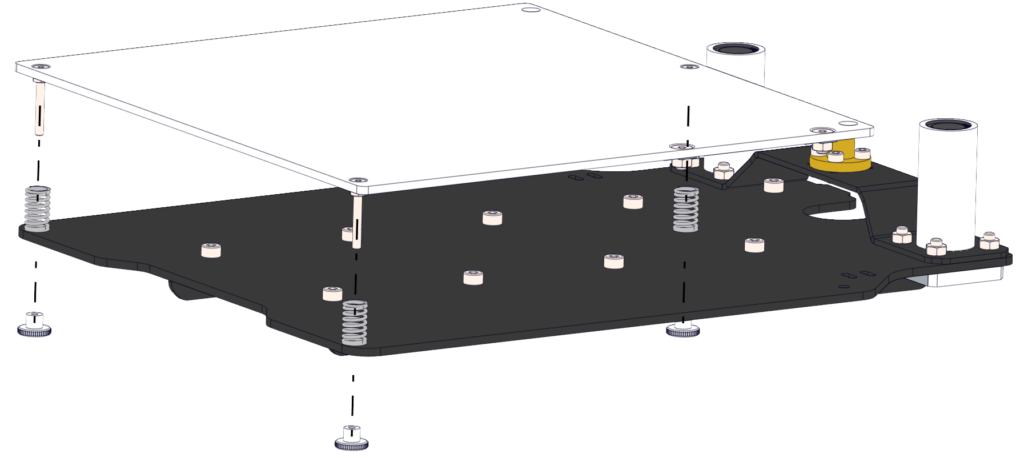
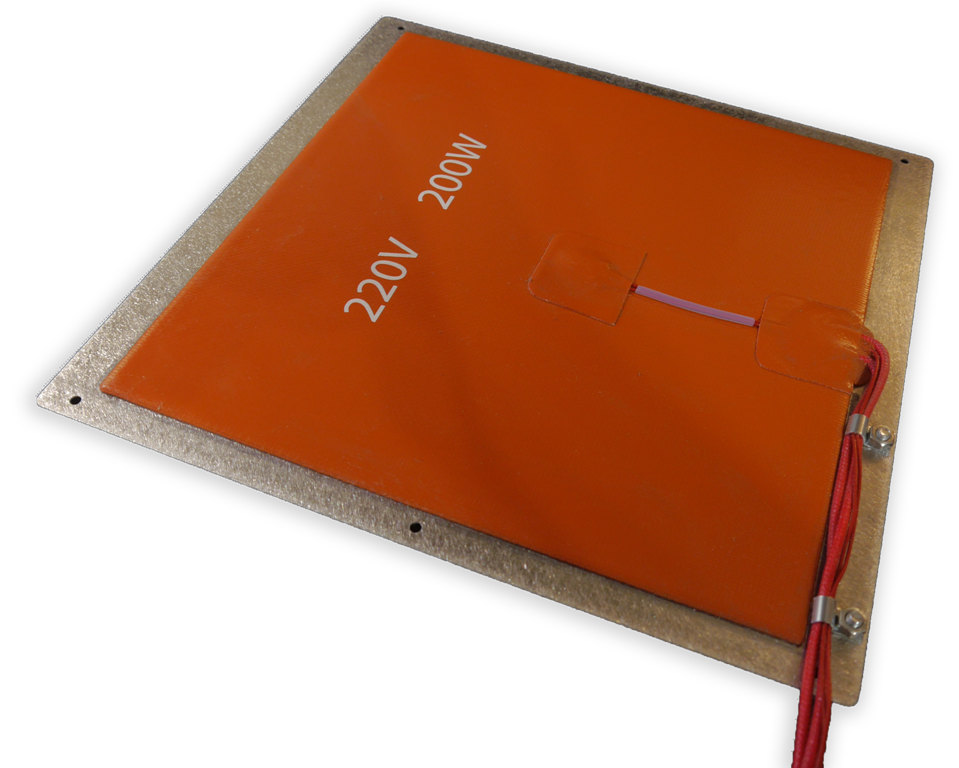
Далее устанавливаем алюминиевую нагревательную платформу с наклеенным под нее нагревательным элементом.
В качестве него используется силиконовый нагреватель 200×200 мм, 200 Ватт, 220 Вольт. Данный нагревательный элемент нагревается быстрее аналогов и стабильно поддерживает температуру.
Перед установкой пластины необходимо вкрутить потайные винты в алюминиевую нагревательную пластину и законтрить их с обратной стороны винтами М3.
В Ulti Steel используются 3 точки крепления, так как плоская поверхность задается именно 3-мя точками, четвертая всегда будет мешаться при настройке. Но в самой пластине предусмотрено 5 отверстий для возможности крепления по 3 или 4 точкам.
Для сборки необходимы:
Винт М3×25 (потайная головка) — 3 шт.
Гайка М3 — 3 шт.
Барашковая гайка М3 — 3 шт.
Пружина — 3 шт.
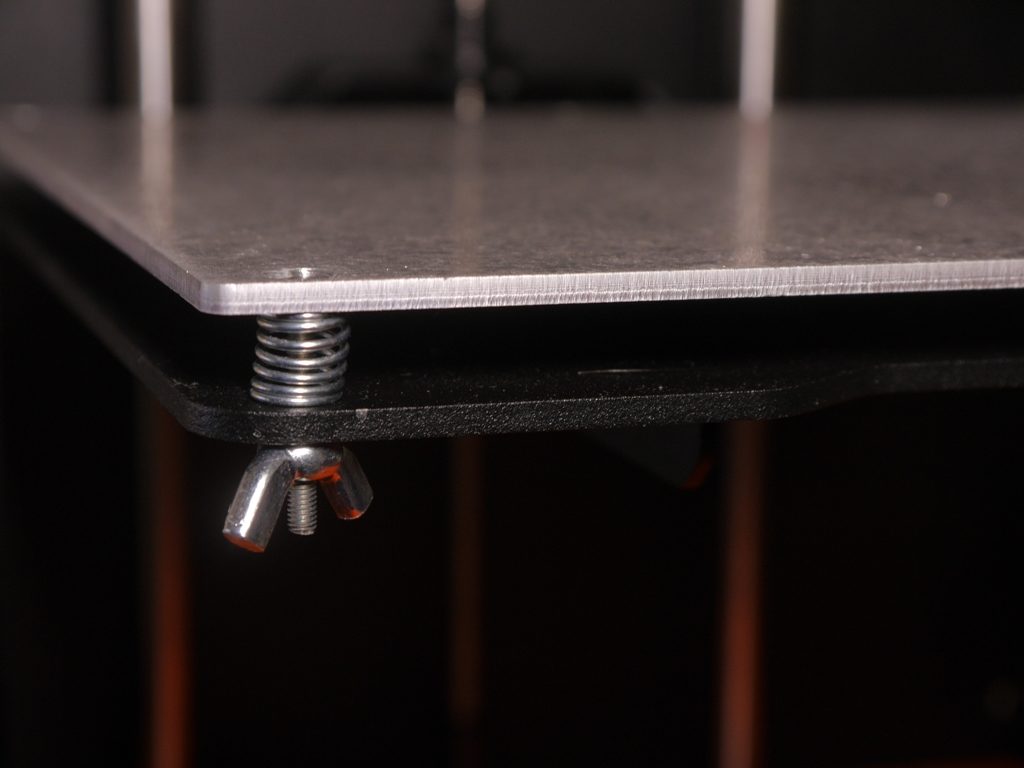
Далее устанавливаем алюминиевую пластину на силовую платформу, не забывая при этом установить пружины. Пружины нужны для компенсации наскока сопла на препятствие во время печати и для упрощения калибровки стола.
После того, как винты платформы пройдут через отверстия с обратной стороны стола, можно закрутить барашковые гайки. Первично закрутите гайки так, чтобы пружины сжались почти полностью. Оставьте небольшой зазор, чтобы хватило на регулировку уровня стола в дальнейшем.
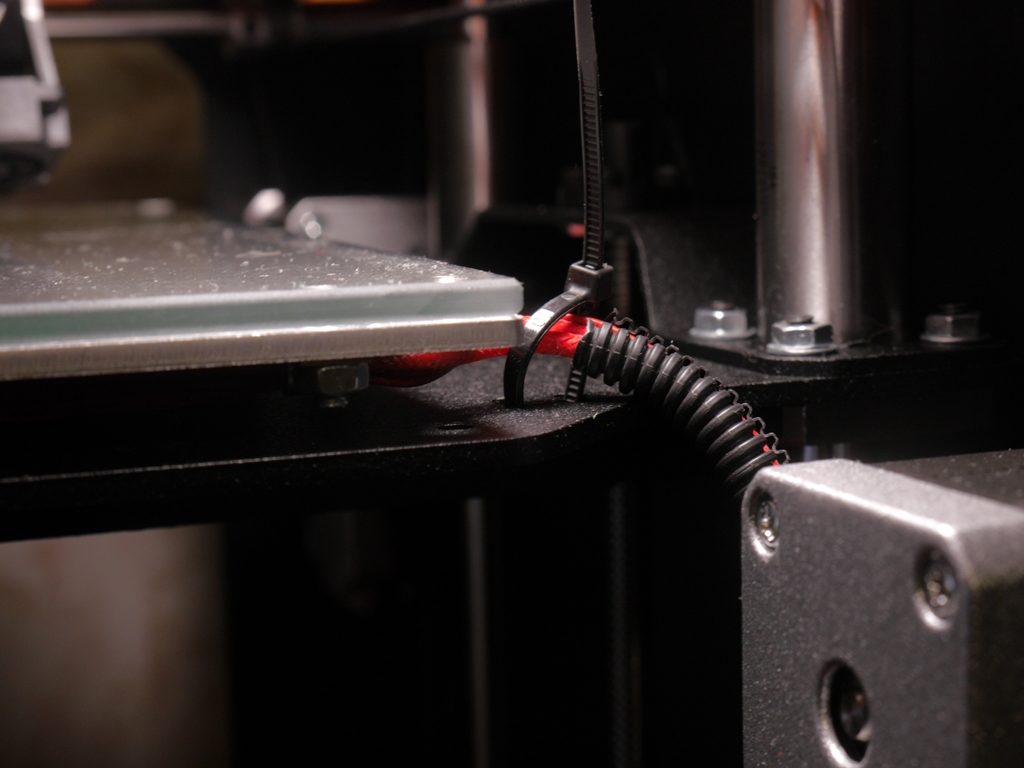
Провод нагревательного элемента проходит по правой стороне и крепится специальными скобами.Так провод надежно крепится, не мешает винтам и при частых сгибах не переломится у нагревательного стола. Дополнительно стоит закрепить провод нейлоновой стяжкой к стальной пластине.
На алюминиевую пластину можно положить стекло и закрепить канцелярскими прищепками. Но лучше это делать после сборки принтера перед первой печатью, чтобы не разбить стекло раньше времени.
Установку валов и стола удобней проводить, когда принтер лежит на задней стенке.
Проденьте валы до середины через нижние отверстия, затем вставьте в линейные подшипники стола.
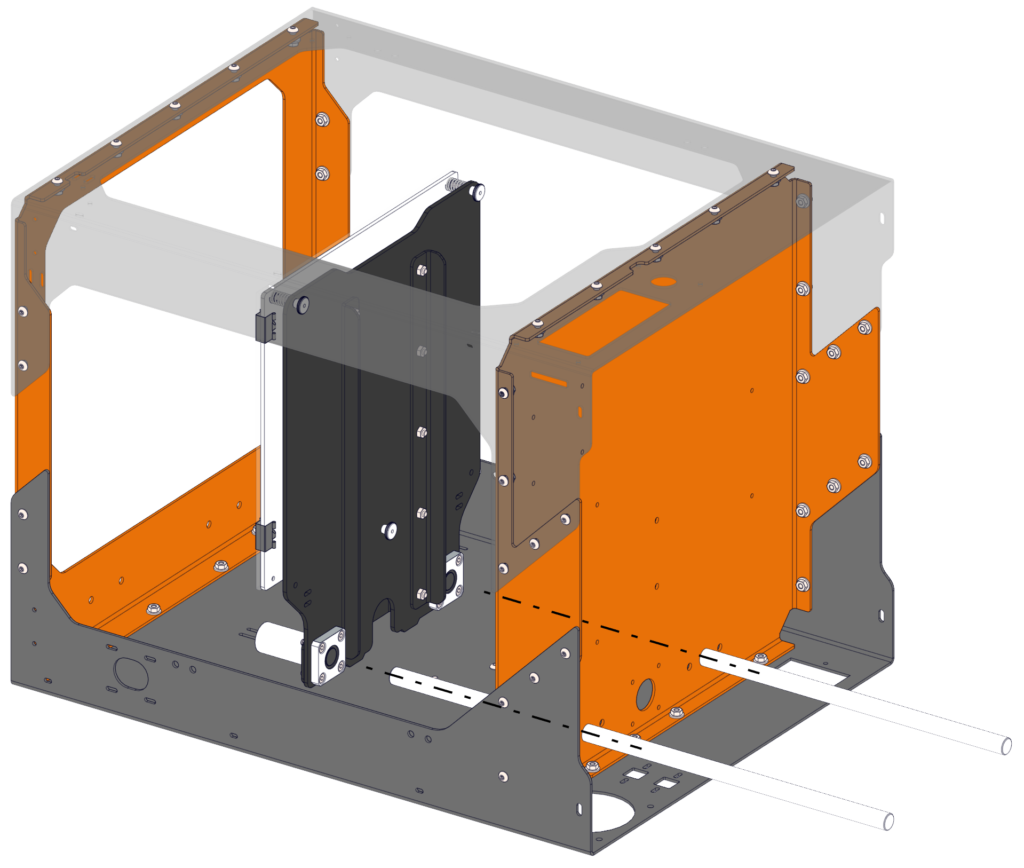
Перед установкой линейных подшипников LMK12Luu можно добавить в них густой пластичной смазки, например Литол, Рубин МС 1520 ВМПАВТО, LIQUI MOLY LM 50 Litho HT 7569 и подобные им. В кит-наборе смазка нанесена.
После чего наденьте на вал крепление SHF 12 так, чтобы стягивающий винт смотрел вверх.
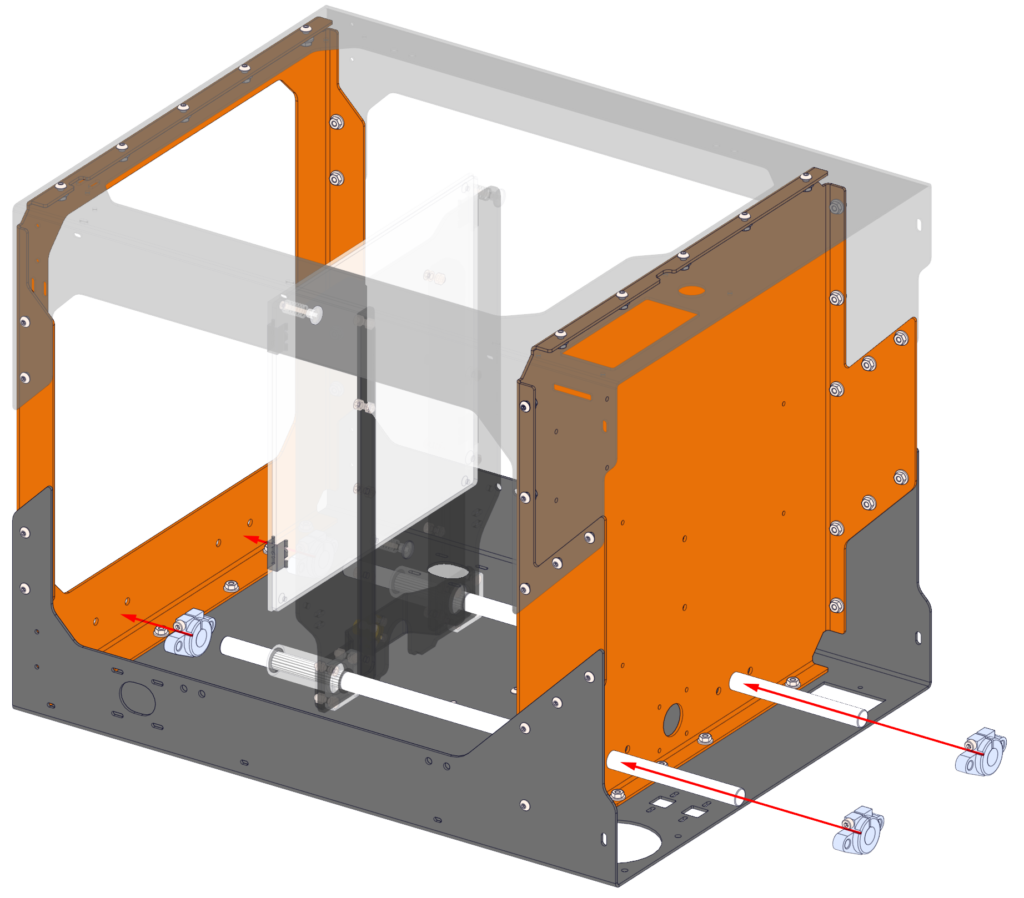
Закрепите опоры SHF 12 винтами М5 к верхней крышке принтера. Затем со стороны отсека электроники так же закрепите две нижние опоры.
Для сборки необходимы:
Винт DIN 912 М5×16 — 4 шт.
Гайка М5 — 4 шт.
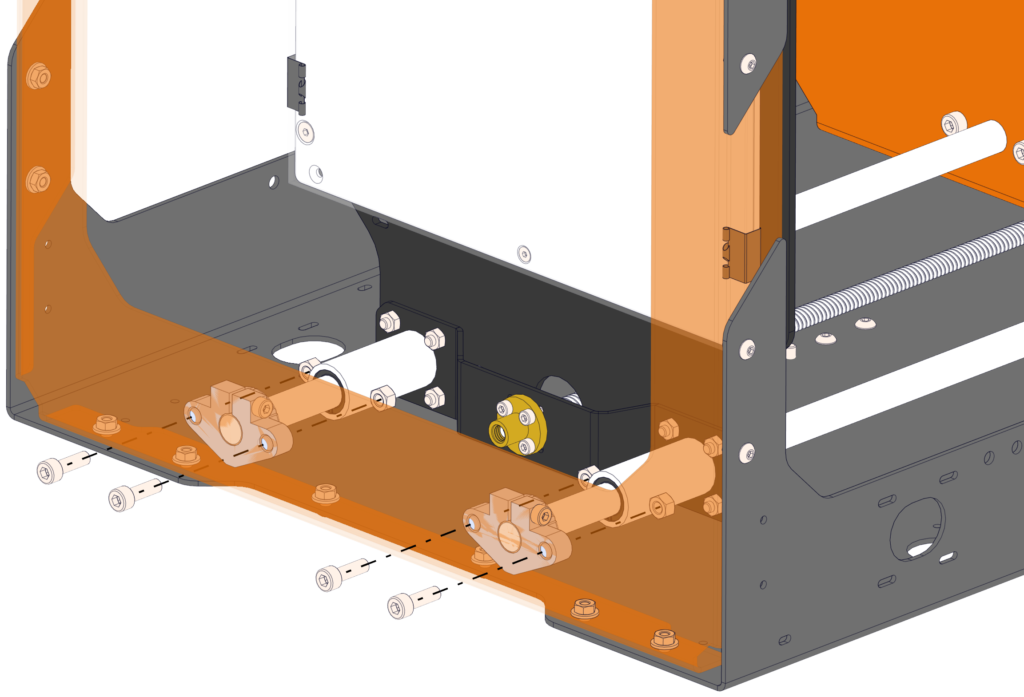
После того, как вы проверите плавность хода стола, можно затянуть контрящие винты опор SHF 12.
Усилие, с которым необходимо затягивать винт, следует выбрать следующим образом:
После выполнения данных операций желательно ослабить винты, крепящие опоры SHF 12 к верхней крышке принтера, передвинуть стол к верхней крышке принтера, затянуть винты, крепящие опоры SHF 12. Аналогичную операцию провести с креплениями с нижней части принтера.
После сборки еще раз проверьте плавность хода стола.
Не переворачивайте принтер, пока не установите ходовой винт или не опустите стол в нижнюю точку.
При перевороте принтера стол из-за своей массы с большой скоростью может удариться о нижнюю или верхнюю крышку. Будьте предельно аккуратными.
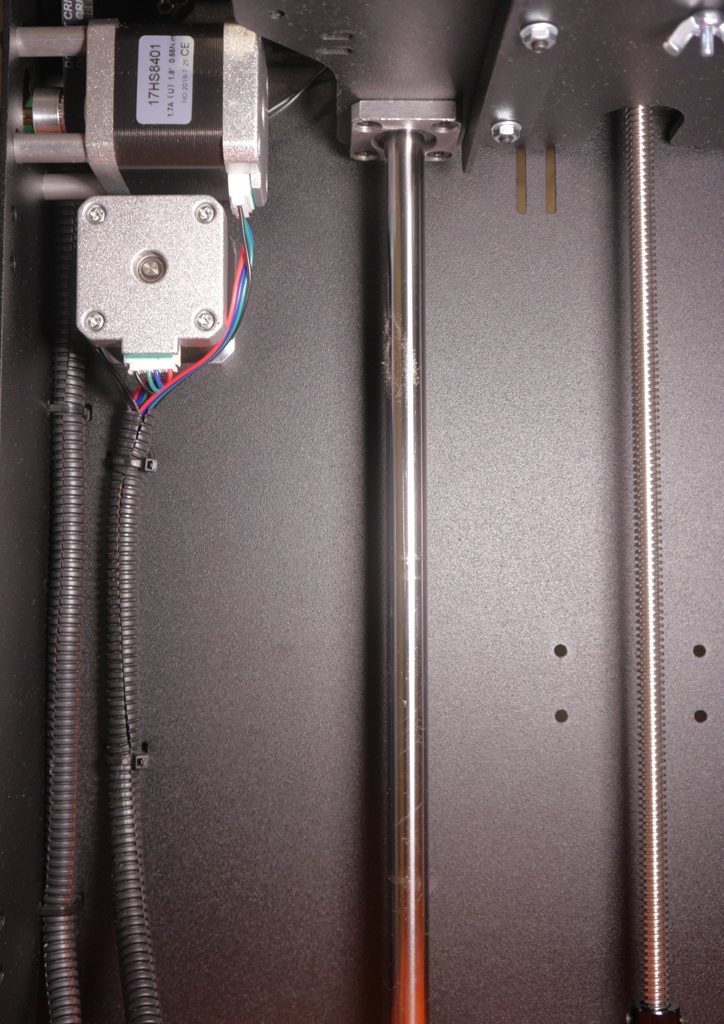
В Ulti Steel используется шаговый двигатель с муфтой и винтом, это недорогое и эффективное решение. Поэтому гайка винта вынесена выше плоскости основной пластины.
Сначала вкрутите винт в ходовую гайку хотя бы на 1/4 длины винта. Далее ослабьте все винты жесткой муфты и наденьте ее на вал до упора.
Для оси Z используется двигатель 17HS4401 (меньшего размера). Вставьте его в муфту с обратной стороны и затяните стопорные винты.
Следите за тем, чтобы вал двигателя и ходовой винт максимально глубоко вставлялись в муфту, а один из стопорных винтов муфты (со стороны двигателя) располагался напротив лыски на валу мотора.
Теперь можно установить двигатель в нижнюю крышку и закрепить винтами с полукруглой головкой М3×6.
Для сборки необходимы:
Винт ISO7380 М3×6 — 4 шт.
Следите за тем, чтобы разъем мотора «смотрел» на переднюю стенку.
Конструкция большинства современных печатающих головок сходна, отличаются по большей части только габаритные размеры и способ крепления элементов.
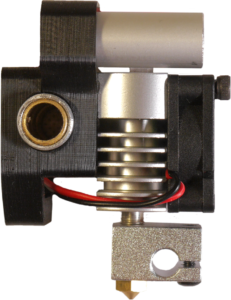
Печатающая головка, она же HotEnd, состоит из:
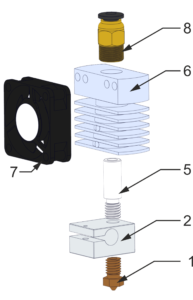

Принцип работы всех печатающих головок — немного размягченный пластик расширяется в канале, образуется своеобразный «поршень», который давит расплавленную массу пластика к соплу. Этот «поршень» создается самим пластиком в месте резкого перехода между горячей зоной HotEnd’а и холодной.
Если канал чист и не имеет каких-либо лишних полостей, а также обеспечивается достаточная температура горячей зоны и эффективное охлаждение холодной, то пластик будет подаваться легко и в нужных объемах.
В UlTi Steel используется CR8 HotEnd, так как он имеет небольшие габариты и его удобно крепить и обслуживать.
Сборку нужно совершать в следующей последовательности:
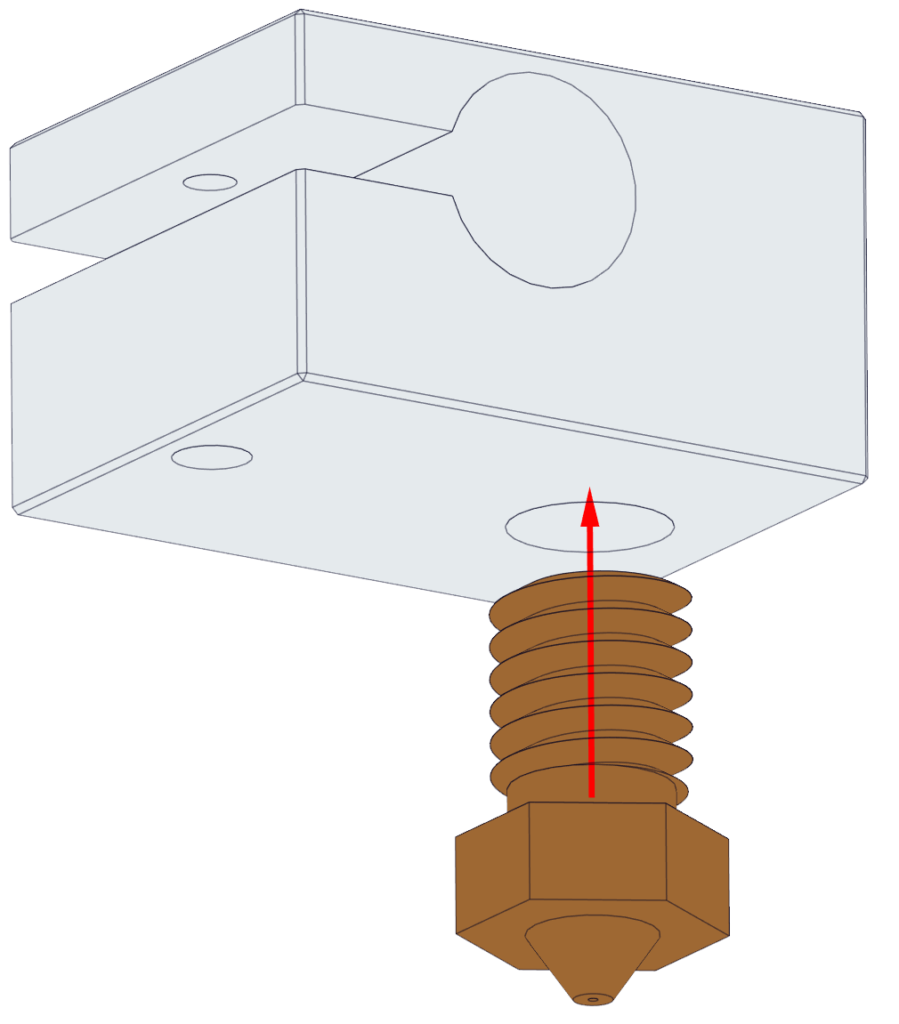
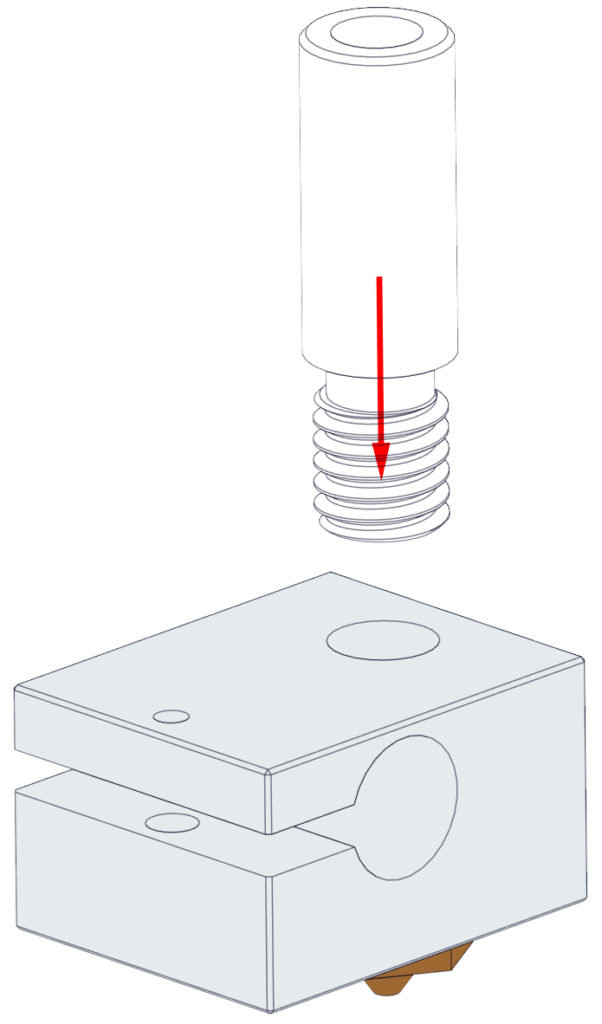
Проверьте наличие фторопластовой трубки внутри термобарьера.
Не используйте термопасты, фум-ленты и т.п. при сборке HotEnd.
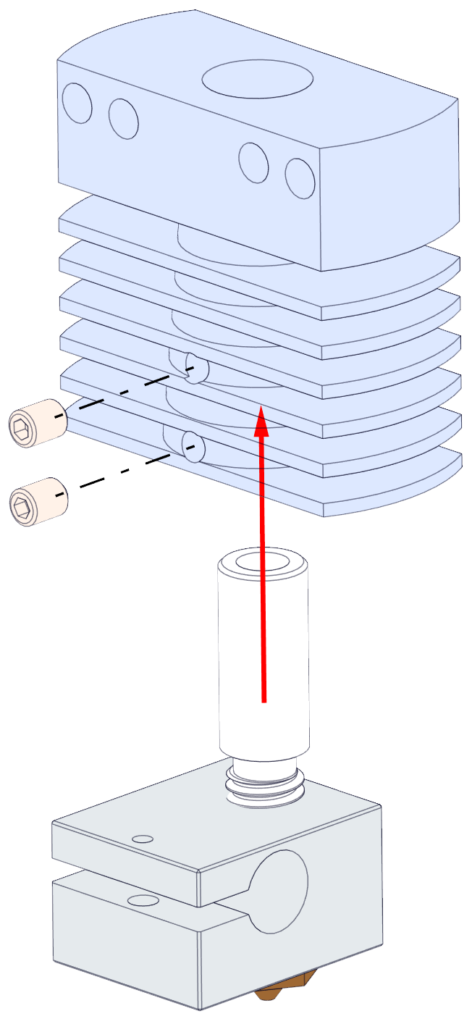
В связи с использованием в Ulti Steel CR8 HotEnd количество печатных деталей сократилось до 2 штук, а для крепления остальных частей применяются вплавные латунные гайки.
В kit-наборе они уже установлены.
Далее будет информация, как правильно запрессовать такие резьбовые вставки (на случай замены печатающей головки).
В Ulti Steel втулки впрессовываются винтом и устанавливаются с противоположной стороны от винта, это значительно повышает устойчивость таких вставок к вырыванию.
Всего в печатающей головке 8 резьбовых вставок:
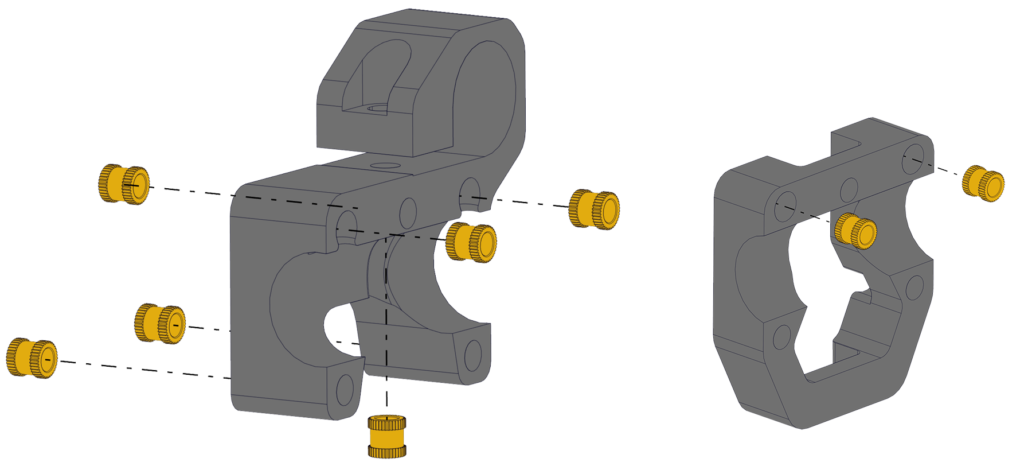
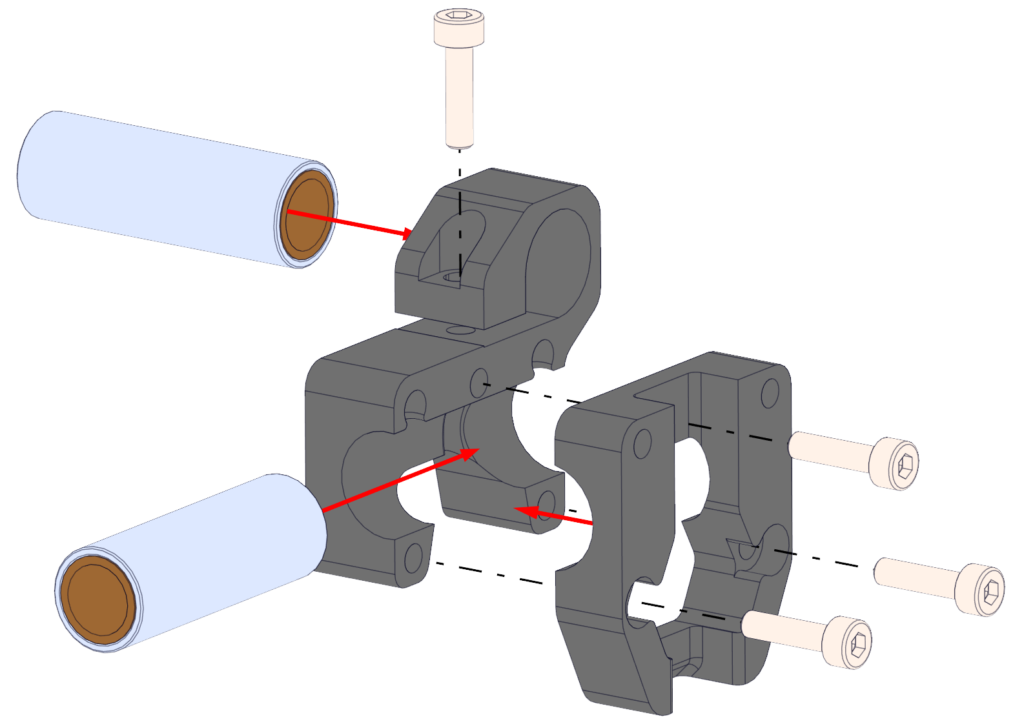
Необходимо закрепить втулки ULB8uu в печатающей головке.
Глубину установки втулок смотрите на фотографиях далее.
Для сборки необходимы:
Винт М3×12 — 4 шт.
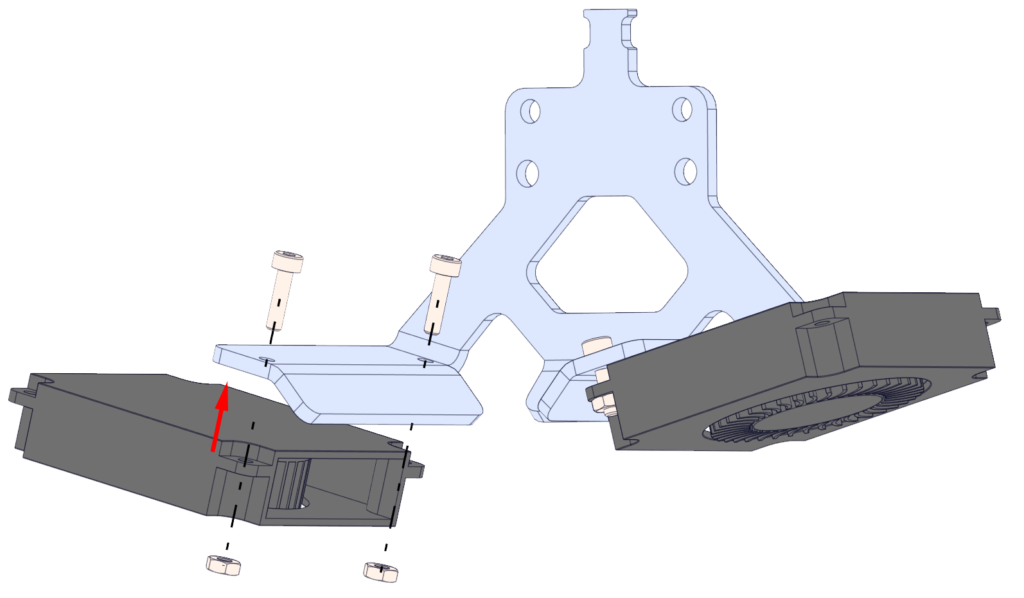
Перед закреплением HotEnd необходимо собрать пластину — держатель кулеров обдува модели. Эта пластина служит одновременно элементом, к которому крепятся кулеры и который частично направляет поток воздуха в нужную область, а также своеобразным щитком, закрывающим провода.
Кроме того, у этой пластины есть специальный «язычок», к которому стяжкой фиксируются провода.
Установите центробежные кулеры на пластину так, чтобы открытая часть крыльчатки была обращена вниз, а окно для выдува воздуха «смотрело» на сопло. Кулеры крепятся винтами М2.
Для сборки необходимы:
Винт М2×10 — 4 шт.
Гайка М2 — 4 шт.
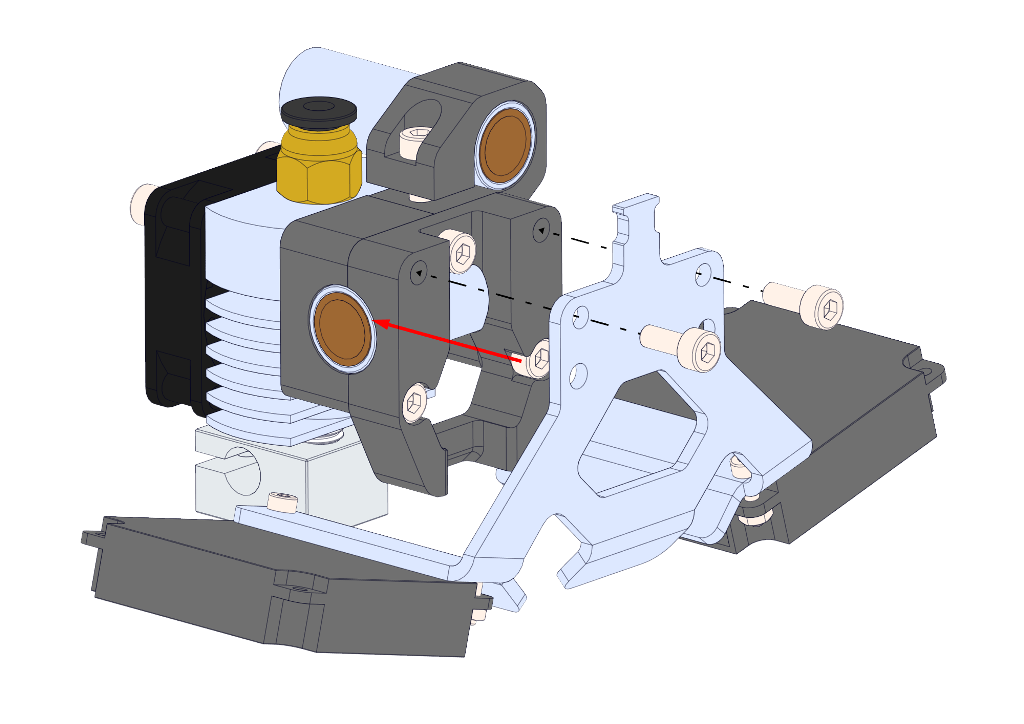
Далее можно устанавливать HotEnd. Он крепится на два винта М3×30 насквозь через радиатор. Это достаточно надежный и простой способ крепления.
Для сборки необходимы:
Винт М3×30 — 2 шт.
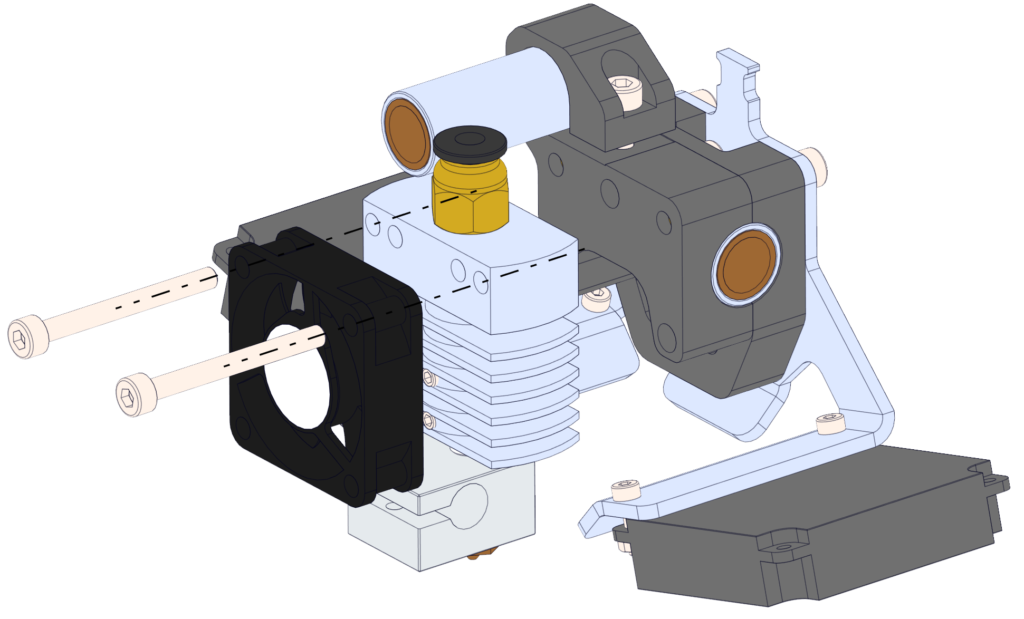
После сборки не спешите крепить пластину держателя кулеров обдува модели. Сначала необходимо правильно закрепить и уложить провода нагревательного элемента и термистора.
В kit-наборе Ulti Steel нагревательный элемент и термистор уже закреплены в HotEnd, их разбирать и пересобирать не нужно.
Сначала закрепите кулер так, чтобы наклейка смотрела на радиатор, а провод проходил сбоку, по ребру радиатора. Далее провод продевается сквозь отверстие в пластиковой детали.
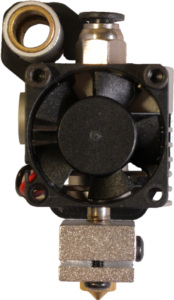
Затем установите нагревательный картридж. Лучше, чтобы нагревательный элемент вставлялся с левой стороны (если смотреть прямо на HotEnd). Крепится картридж стяжным винтом снизу нагревательного блока.

Максимально аккуратно работайте с термистором, не перетягивайте винт.
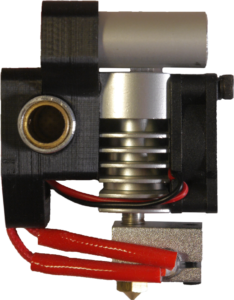
Термистор крепится с правой стороны нагревательного блока и поджимается от выпадания винтом. Для лучшего термоконтакта используйте термопасту либо термопроводящий клей.
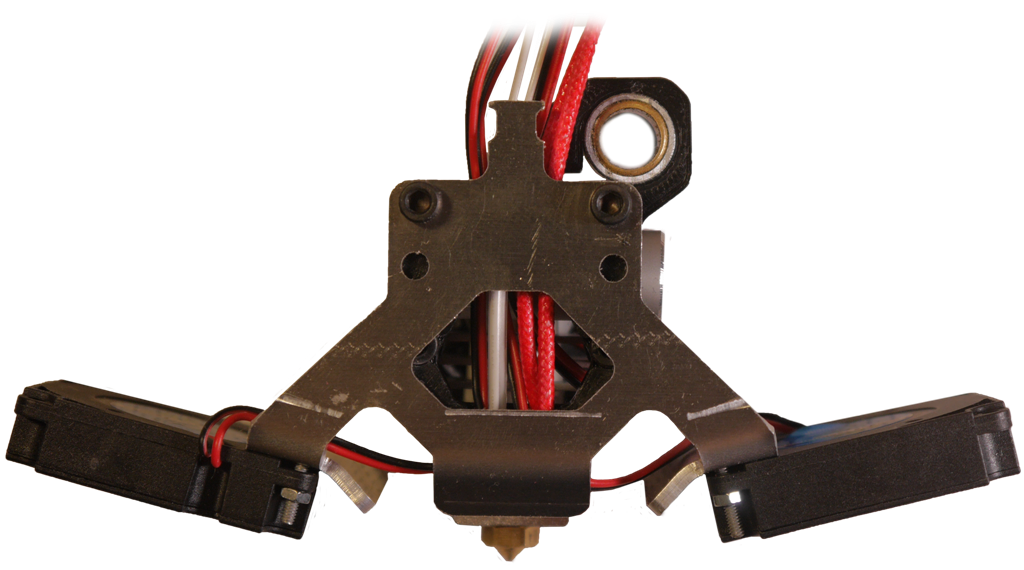
Последним этапом закрепите пластину крепления кулеров обдува модели сзади печатающей головки. Эта пластина также служит защитным кожухом для крепления проводов.
Для сборки необходимы:
Винт DIN 912 М3×8 — 2 шт.
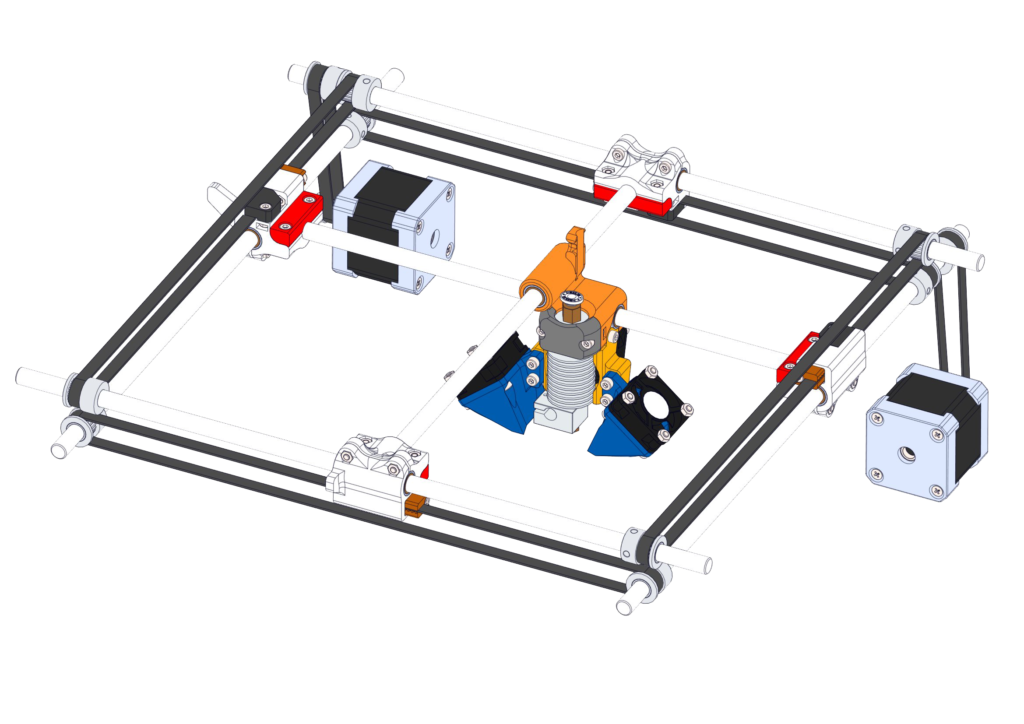
Объясним принцип работы механики Ultimaker’а.
Рассмотрим, каким образом можно перемещать печатающую головку по оси X и Y. Для перемещения по одной из осей X или Y необходимы направляющие валы, на которые будут опираться каретки. Для их перемещения требуется шаговый двигатель и ременная передача.
Так как каретки разнесены достаточно далеко друг от друга, то их необходимо синхронизировать, чтобы они двигались одновременно и в одну и ту же сторону.
Для этого есть два решения:
1) установка двух двигателей;
2) механическая синхронизация кареток посредством ремня и вращающегося вала. Компоновка с двумя двигателями допустима, но накладывает ряд ограничений и ведет к удорожанию конструкции, поэтому разумно физически синхронизировать движение кареток.
На иллюстрациях ниже показаны оси X и Y по отдельности, с двумя неподвижными валами, по которым перемещаются каретки одним валом синхронизации и одной направляющей для передвижения печатающей головки.
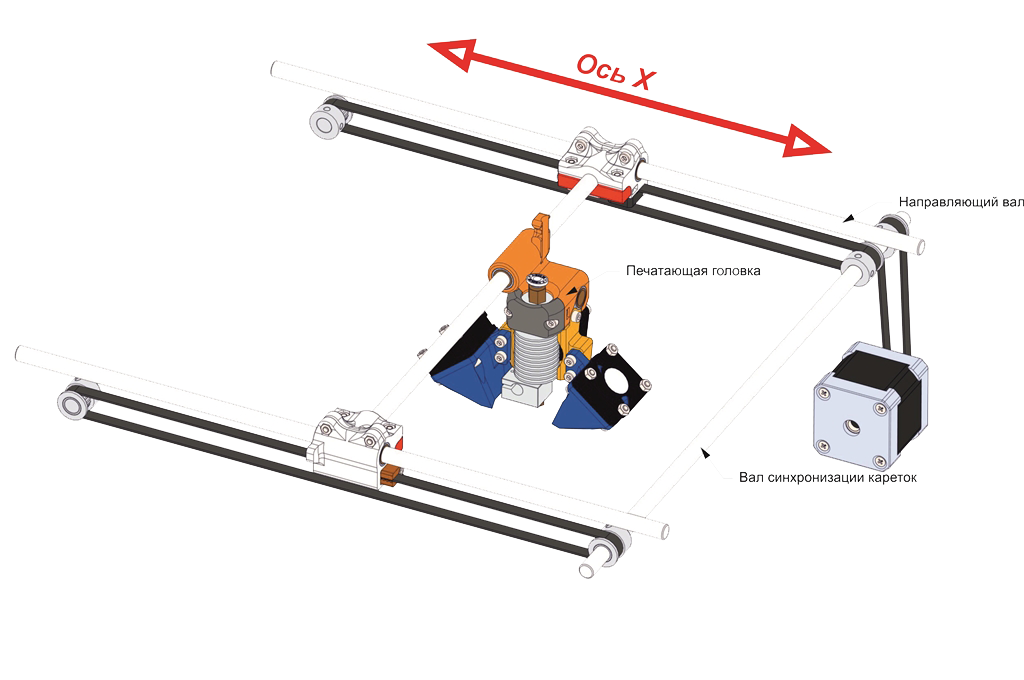
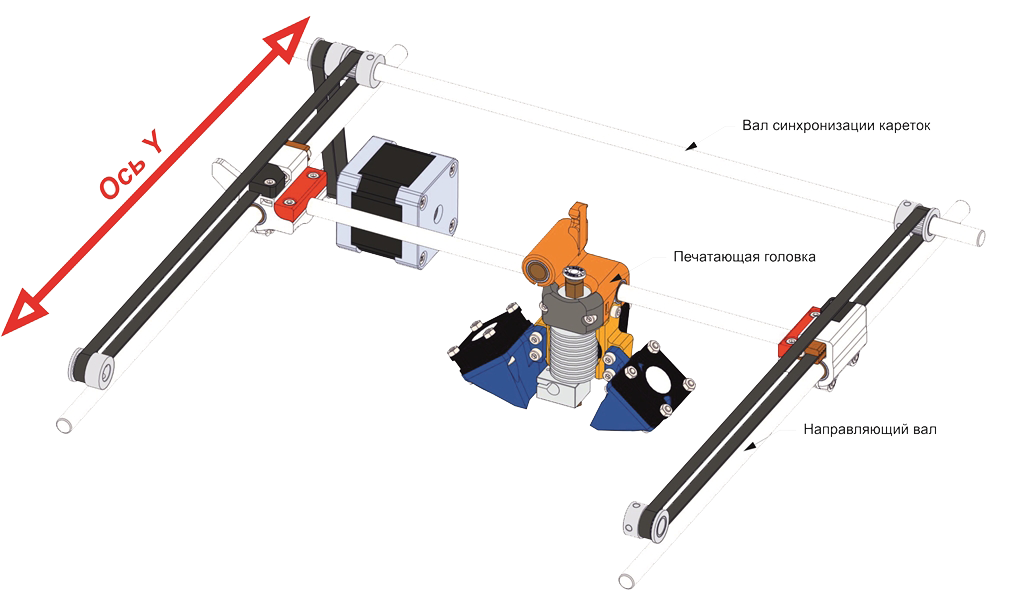
Удобство принтеров семейства Ultimaker состоит в том, что в качестве вала синхронизации движения кареток применяются направляющие валы соседней оси. Таким образом физически устраняется перекос кареток и снижается стоимость за счет направляющих и моторов. Также получается достаточно малая масса движущихся частей (моторы располагаются на корпусе и не перемещаются), что немаловажно в 3D принтерах, а удвоение ремня на каждой из осей положительно влияет на максимально возможные ускорения.
Но в данном случае нельзя использовать линейные подшипники типа LM8uu, так как они рассчитаны только на линейное перемещение, поэтому применяются бронзовые втулки. А из-за того, что направляющие валы вращаются во время движения кареток, появляются повышенные требования к ровности валов.
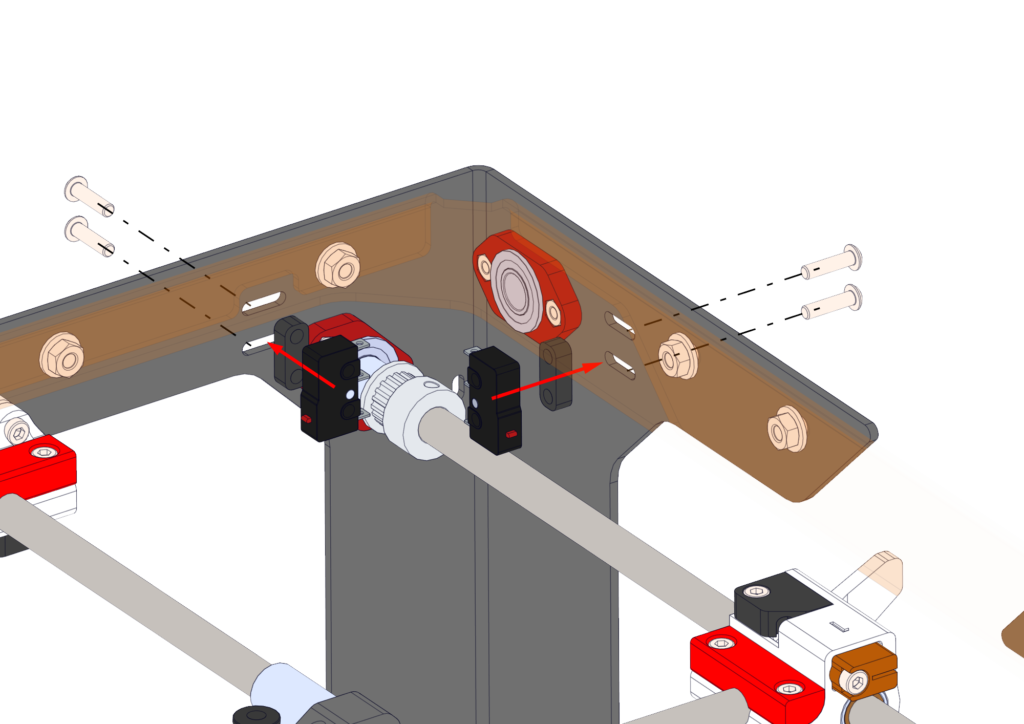
Перед установкой и сборкой направляющих валов XY удобней всего установить концевые выключатели осей XY.
В kit-набор входит комплект из 3-х концевых выключателей, полностью готовых к установке.
В данном случае нарезка резьбы в пластике - оптимальный вариант закрепить концевые выключатели, так как использовать для крепления винты М2,5 и закручивать с обратной стороны гайку усложняет процесс установки концевых выключателей в нужное положение.
Концевые выключатели на осях X и Y устанавливаются с 4мм проставками, чтобы отодвинуть концевой выключатель от корпуса.
Концевой выключатель оси X устанавливается на переднюю стенку, оси Y на боковую. При установке запомните, какой концевой выключатель на какой стенке расположен, чтобы не перепутать их при подключении к плате управления.
Концевой выключатель оси X расположен за передней стенкой, головка при парковке движется справа налево. Концевой выключатель оси Y расположен на боковой стенке, головка при парковке движется от задней стенки к передней.
Для сборки необходимы:
Винт ISO7380 М3×12 — 4 шт.
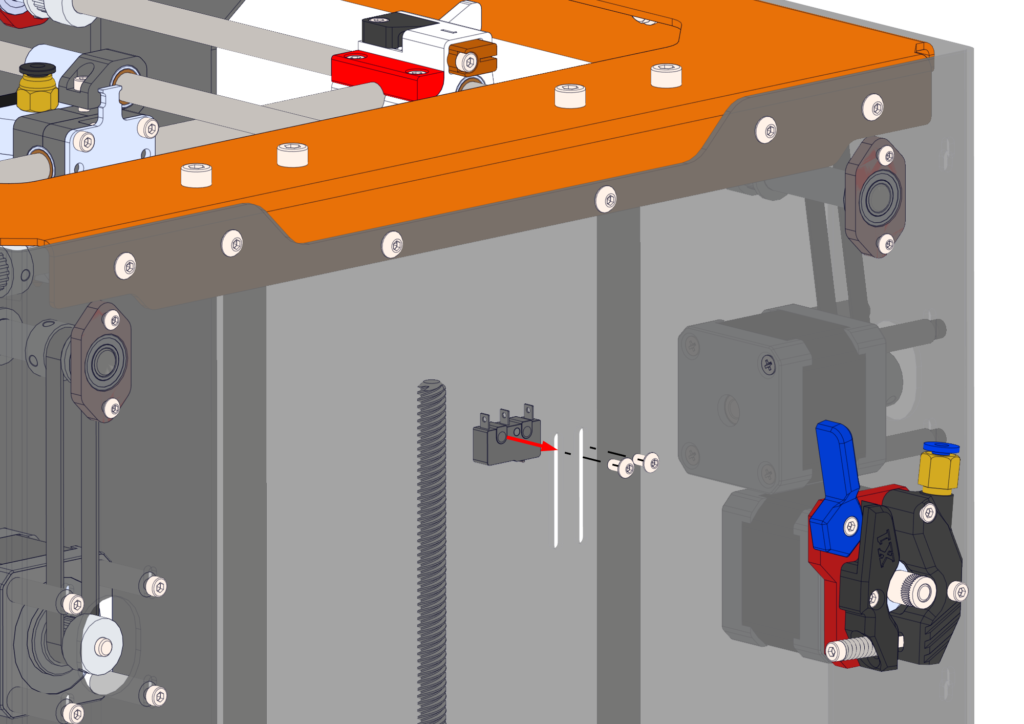
По оси Z концевой выключатель остается вверху (в положении min, то есть стол у сопла), чтобы каждый раз не гонять стол в нижнюю точку, т.к. это усложняет процесс калибровки, увеличивает время начала печати и добавляет холостые ненужные перемещения стола и проводов.
Для сборки необходимы:
Винт ISO7380 М3×6 — 2 шт.
Перед сборкой осей необходимо подготовить каретки и полностью собрать их.
Установите в пластиковые каретки втулки ULB8uu и закладные гайки.
Перед установкой втулок удалите все неровности в пластиковой детали каретки, чтобы ничего не препятствовало их установке.
Количество метизов указано для сборки одной каретки. Все оставшиеся каретки собираются точно так же.
Для сборки необходимы:
Винт DIN 912 М3×10 — 2 шт.
Гайка М3 — 2 шт.
Установите закладные гайки, которые потребуются при креплении фиксаторов ремня и держателя вала.
Если какие-либо гайки вставляются со значительным усилием, проверьте наличие облоя или мелких неровностей в отверстиях пластиковых деталей. Аккуратно снимите все заусенцы надфилем.
Для сборки необходимы:
Гайка М3 — 4 шт.
Проделайте эту операцию со всеми четырьмя каретками.
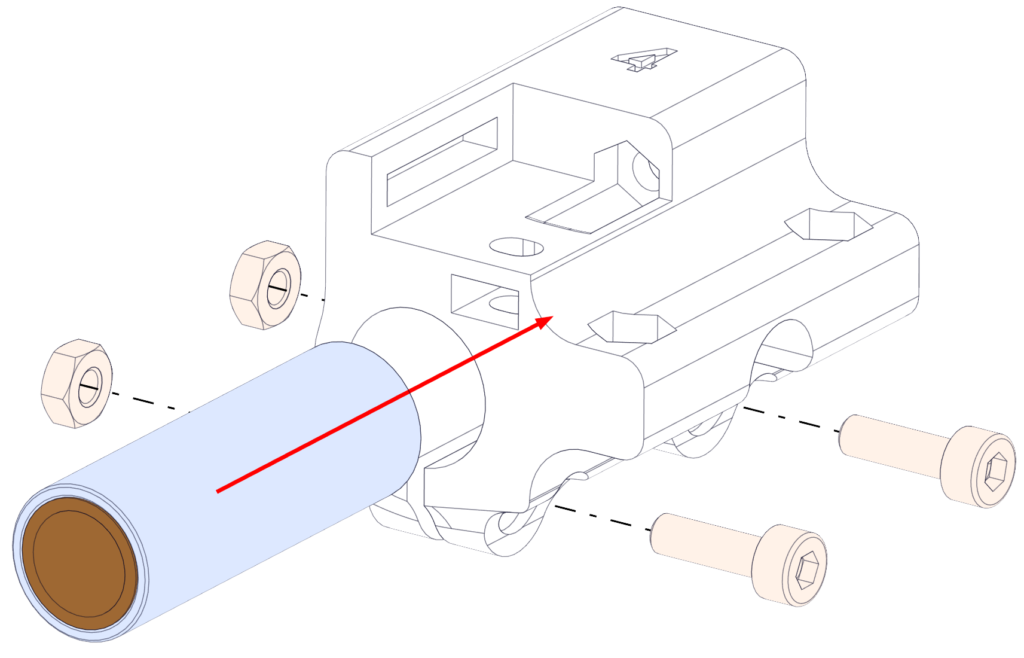
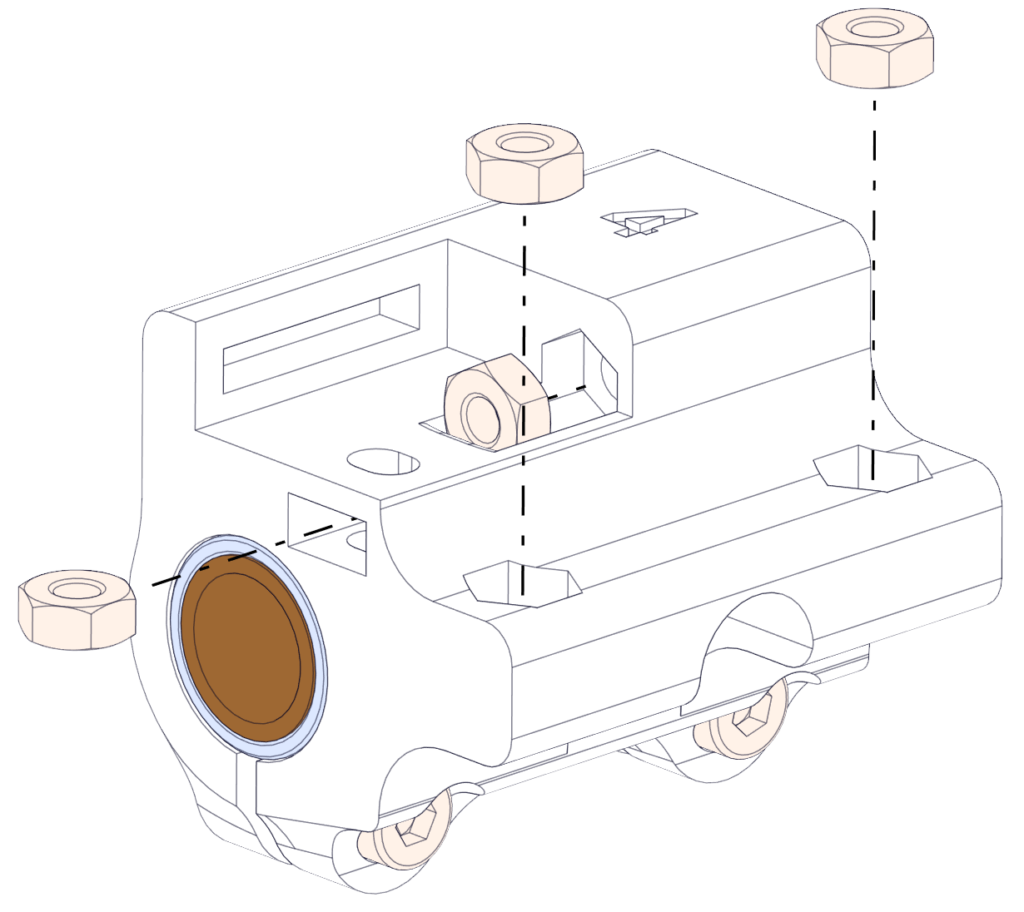
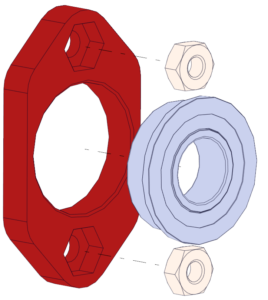
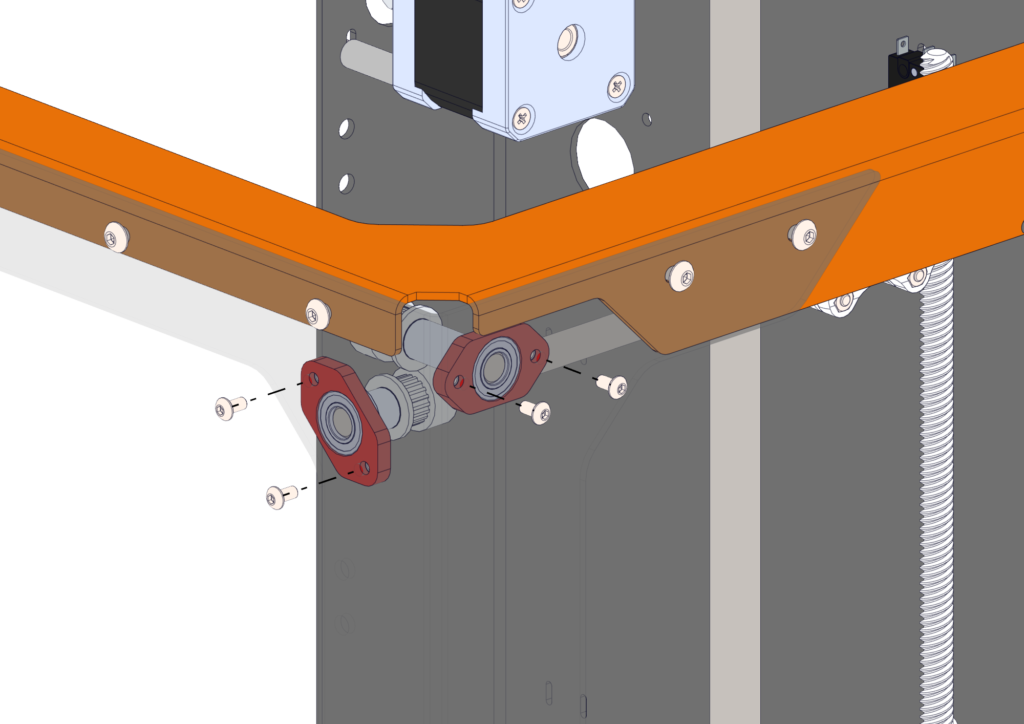
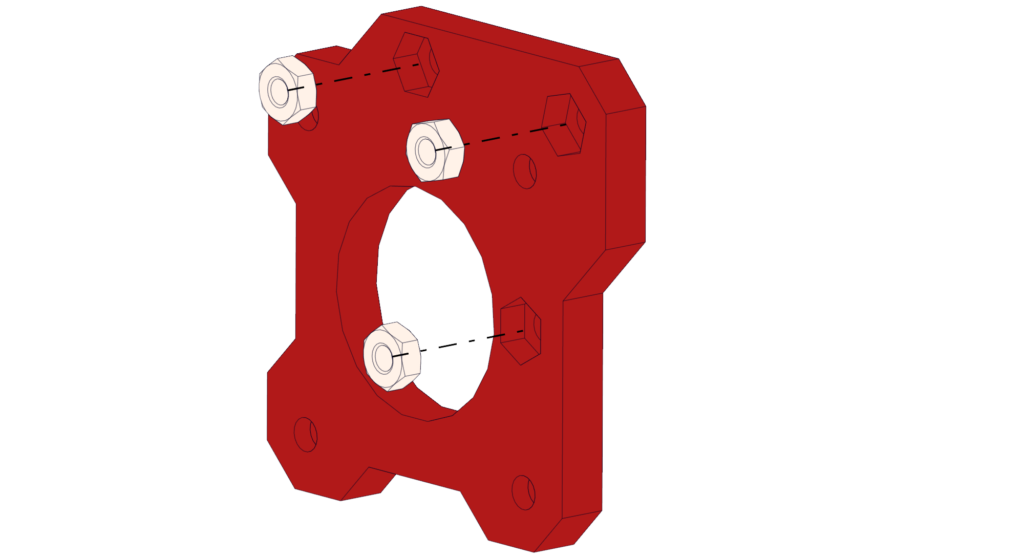
Перед сборкой осей соберите модуль крепления фланцевых подшипников. Так как толщина стального корпуса всего 2 мм, то используются проставки корпуса для подшипников. Для их сборки нужно вставить закладные гайки и подшипник в пластиковый корпус.
Для сборки необходимы:
Гайка М3 — 2 шт.
В принтере на боковых стенках отсутствуют сквозные отверстия для вала 8 мм. Все оси полностью собираются на вал, а дальше просто вставляются внутрь корпуса и прикручиваются к держателям фланцевых подшипников.Такой способ монтажа отличается простотой сборки и высоким контролем посадки подшипника на вал.
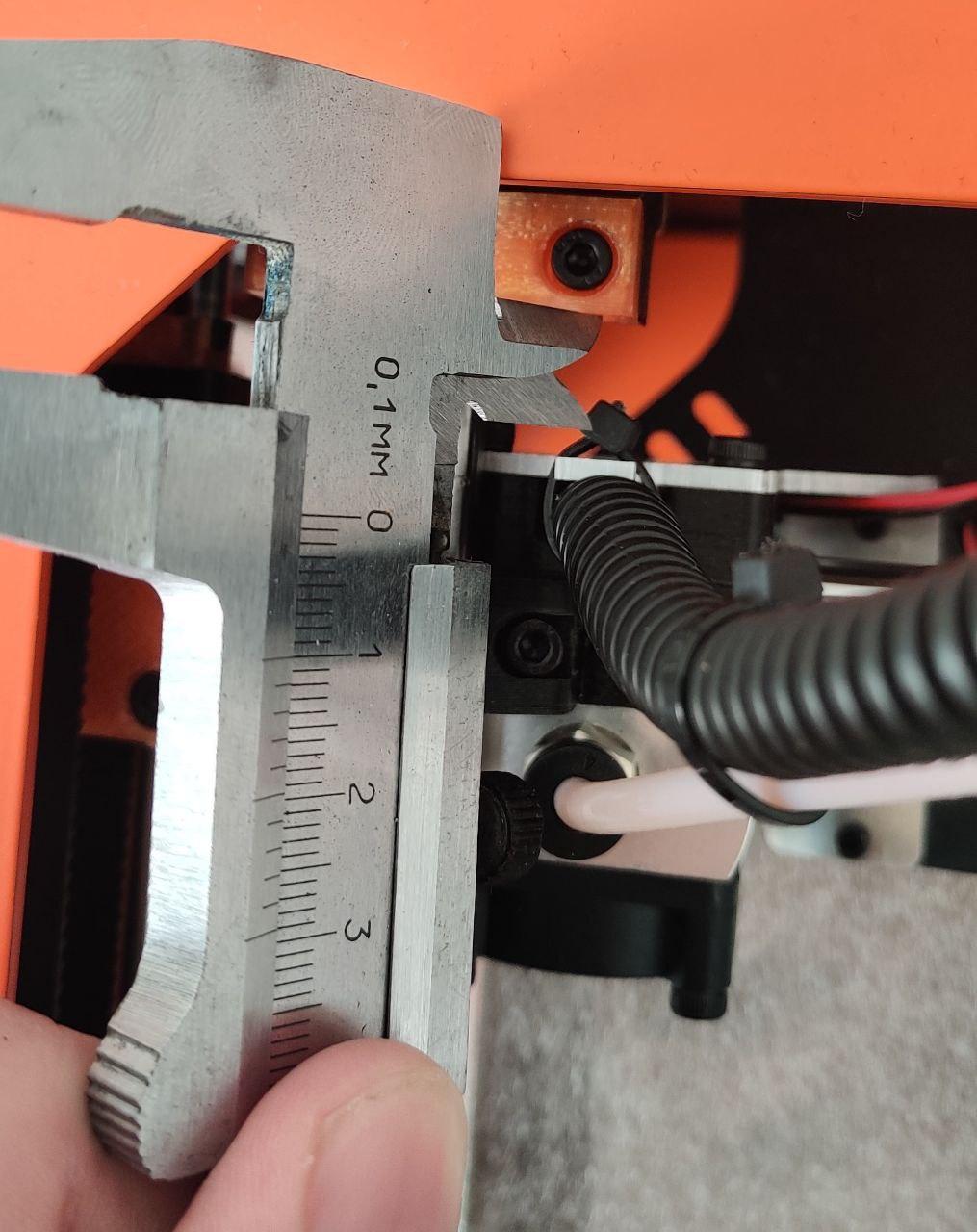
Между торцом вала и краем проставки должен оставаться зазор, чтобы вал не упирался в корпус и не терся о него.
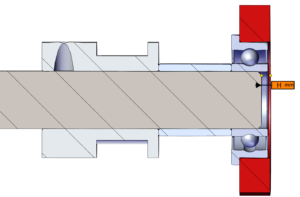
Если подшипники устанавливаются на вал с достаточно большим усилием, используйте молоток/киянку и легкими ударами («на весу») через любую проставку установите подшипник так, чтобы между краем вала и плоскостью проставки оставался зазор H= 1-1,5 мм (равномерно с обеих сторон).
Правильность установки подшипников можно проверить, вставив собранный вал в корпус с внутренней стороны. Если ось не вставляется, то необходимо глубже установить подшипники; если вал вставляется слишком легко, с большим зазором, то подшипники необходимо раздвинуть к краям вала.
Если подшипники на валу сидят достаточно свободно (их можно сдвинуть усилием пальцев, без применения молотка), то достаточно закрепить собранную ось в корпусе, после чего отрегулировать зазор вала относительно корпуса.
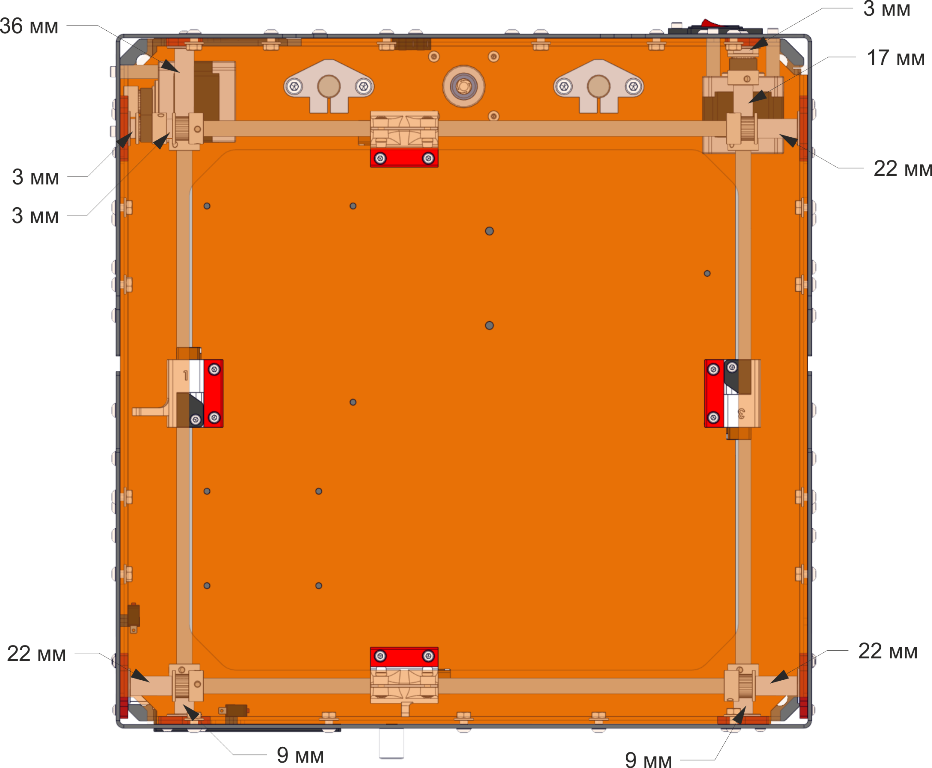
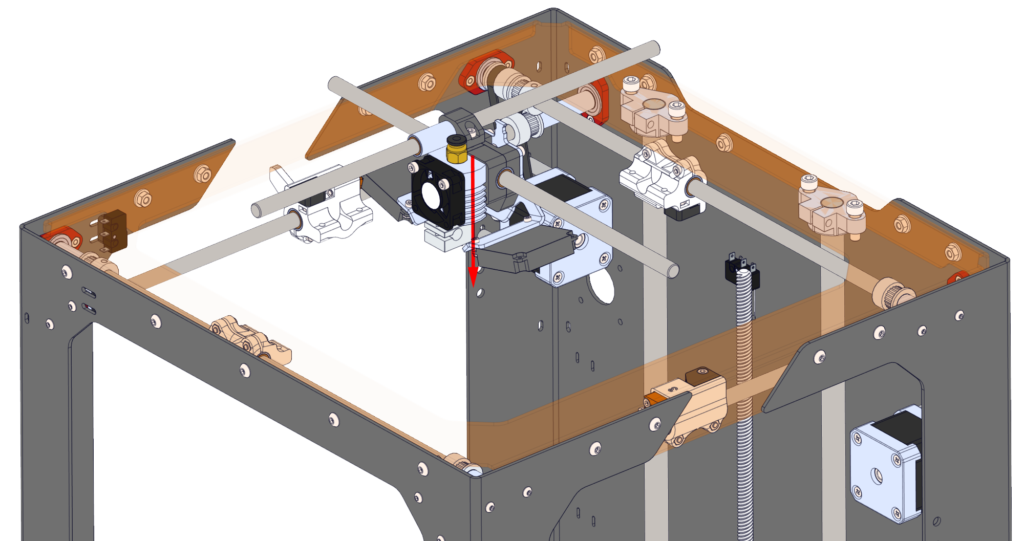
Внимание! Сборку осей необходимо начать с валов, которые находятся выше. Это оси, которые расположены вдоль передней и задней стенки, с номерами кареток 4 и 2 соответственно.
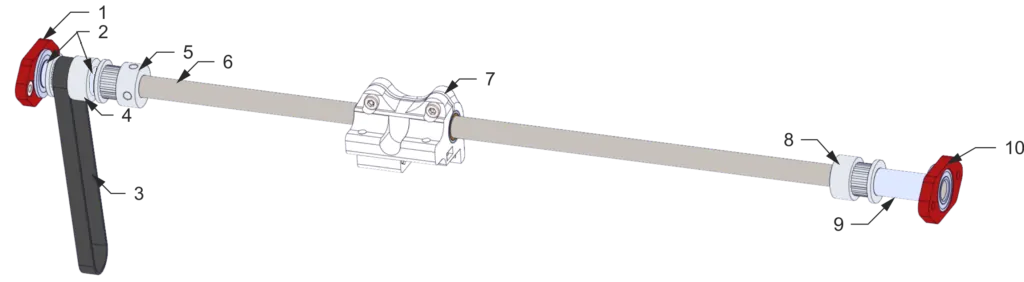
рис.1
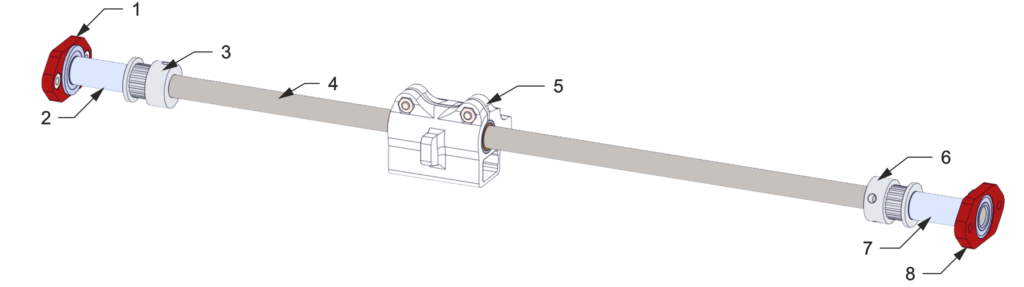
рис.2
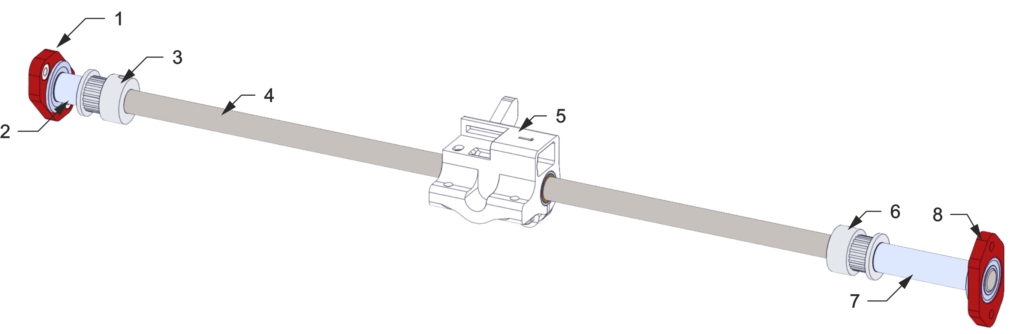
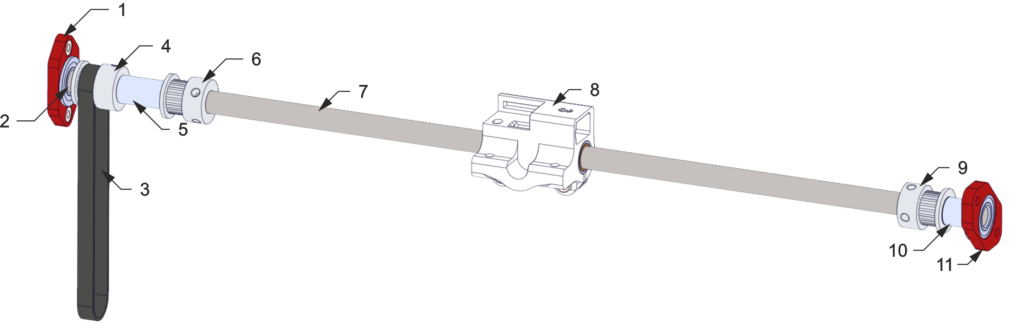
рис.4
Номера кареток обозначены по часовой стрелке.
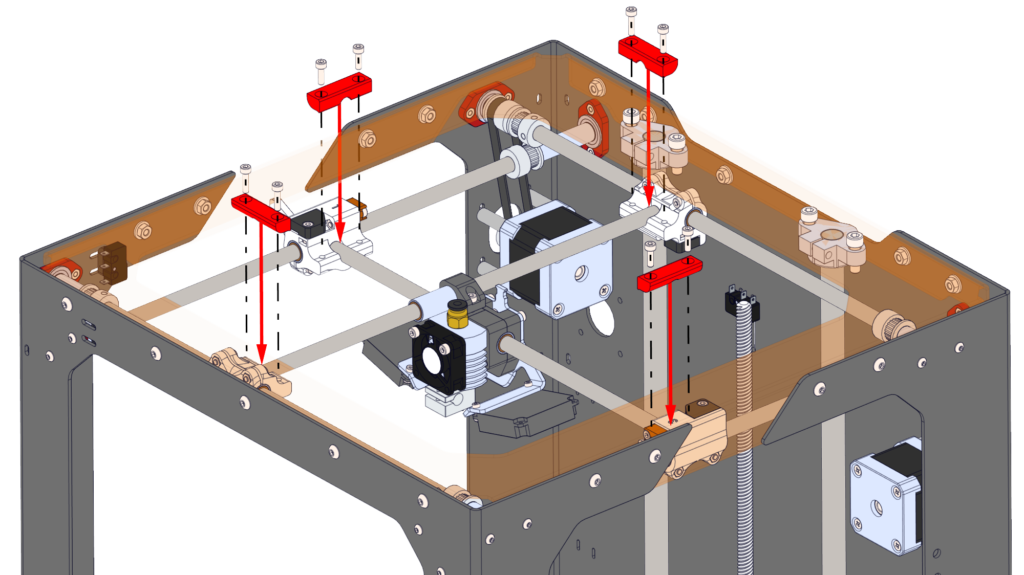
Чтобы установить собранную ось, нужно ее вставить и прикрутить к корпусу винтами М3×6.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.(на 1 ось)
Вставьте валы сквозь втулки печатающей головки, затем опустите их в специальные углубления в каретках.
Проверьте посадочное углубление для вала крестовины на всех каретках. Если в них окажется мусор, остатки поддержек, артефакты печати и т.п., то в этом случае валы могут встать немного враспор и головка начнет перемещаться со значительным усилием.
Далее просто закрепите валы пластиковыми держателями.
Для сборки необходимы:
Винт М3×12 — 8 шт.
После окончания сборки этого узла попытайтесь руками переместить печатающую головку. Она должна перемещается достаточно плавно без явных заеданий.
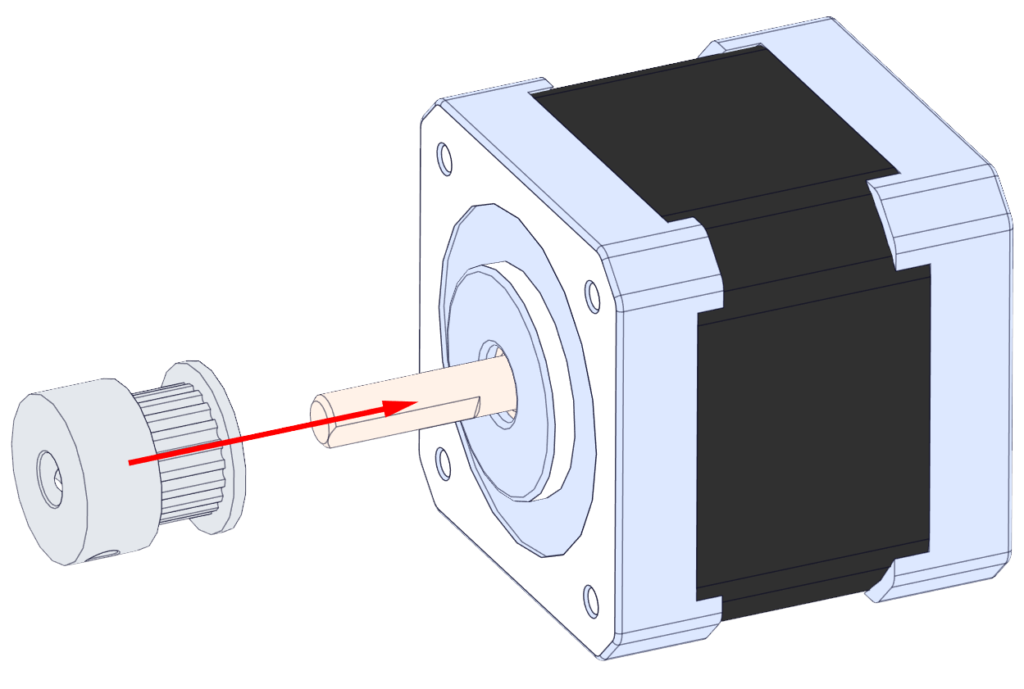
В kit-наборе Ulti Steel два больших двигателя и два малых. Большие двигатели с моментом 52 Н⋅см устанавливаются на оси X,Y. Малые двигатели с моментом 42 Н⋅см устанавливаются на экструдер и ось Z.
Зазор между шкивом и плоскостью шагового двигателя должен быть минимальным, буквально в толщину бумажного листа. Располагайте шкив тонким буртиком к двигателю.
Один из стопорных винтов шкива должен располагаться напротив лыски на валу двигателя. Это позволяет надежно закрепить шкив и предотвратить самопроизвольное прокручивание во время печати.
Теперь необходимо закрепить шаговый двигатель на корпусе принтера. Обязательно накиньте замкнутый ремень на оба шкива. В комплекте поставки имеется 8 сквозных проставок длиной 20 мм.
Для сборки необходимы:
Винт М3×25 — 8 шт.
Под головку винта необходимо подложить шайбу. Шаговый двигатель размещайте шлейфом или проводами вниз для более удобного монтажа.
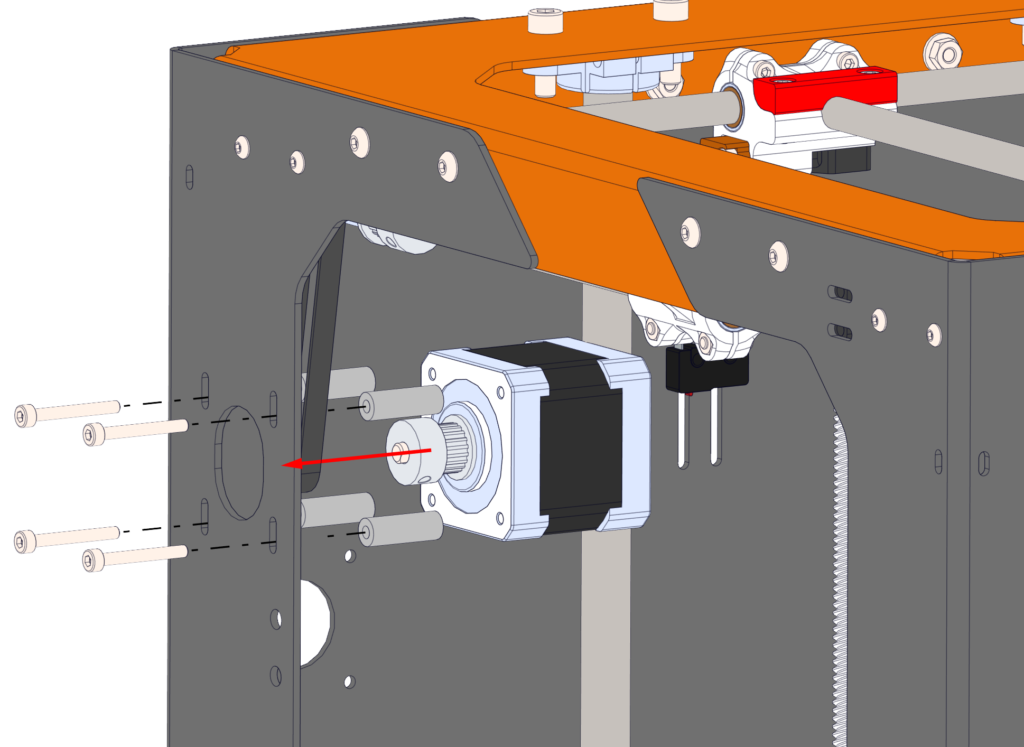
Порядок сборки шагового двигателя оси Y аналогичен.
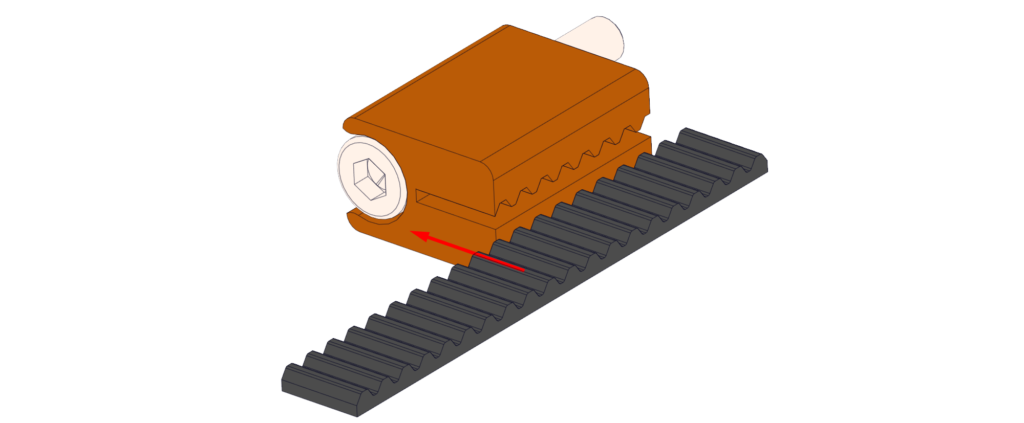
В UlTi Steel используются разомкнутые ремни, это экономичнее и универсальнее замкнутых. Для использования этих ремней были спроектированы каретки с возможностью натяжки ремня.
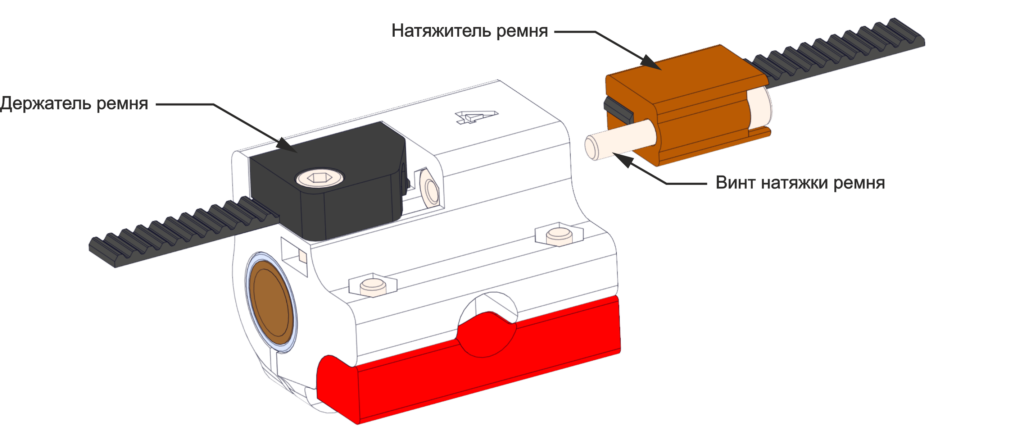
Перед натяжкой ремней все шкивы должны быть ослаблены и свободно прокручиваться на валу.
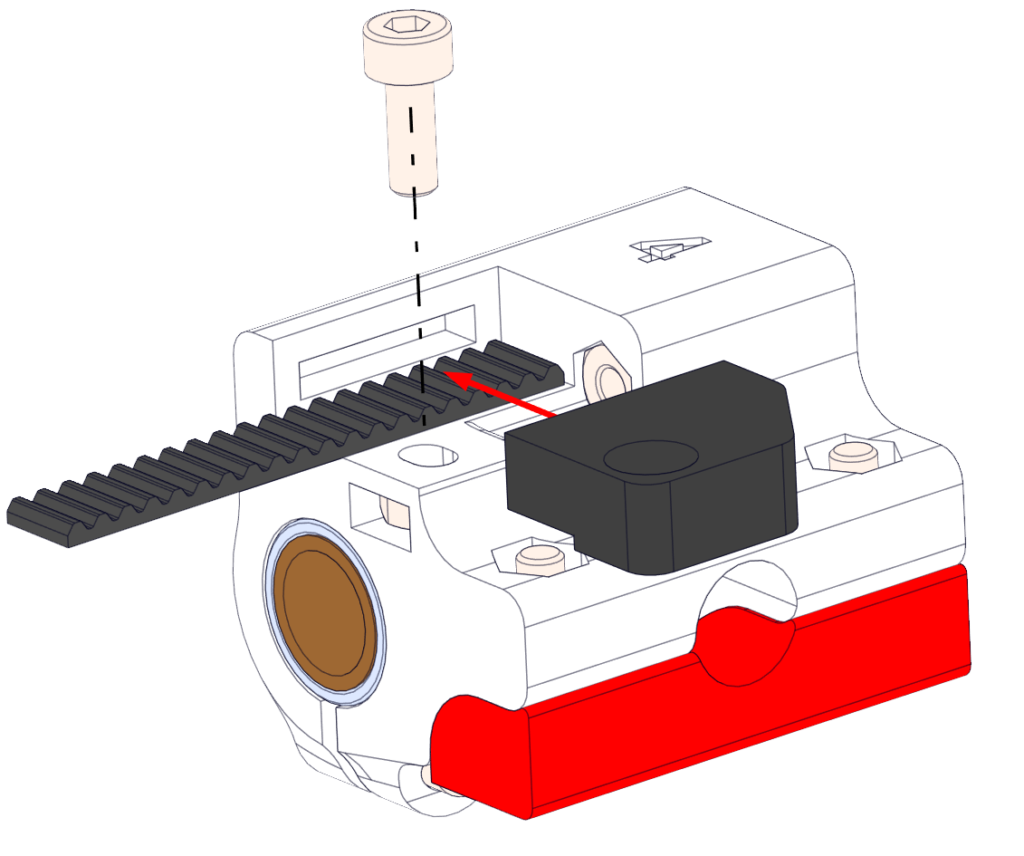
Натяжку ремня необходимо начинать с закрепления одного из его концов в неподвижный держатель ремня. Положите ремень гладкой стороной на каретку, сбоку вставьте неподвижный держатель ремня и установите винт М3×8.
Не спешите отрезать ремень, буквально 2-3 мм могут стать критичны при натяжке.
Для сборки необходимы:
Винт DIN 912 М3×8 — 1 шт.

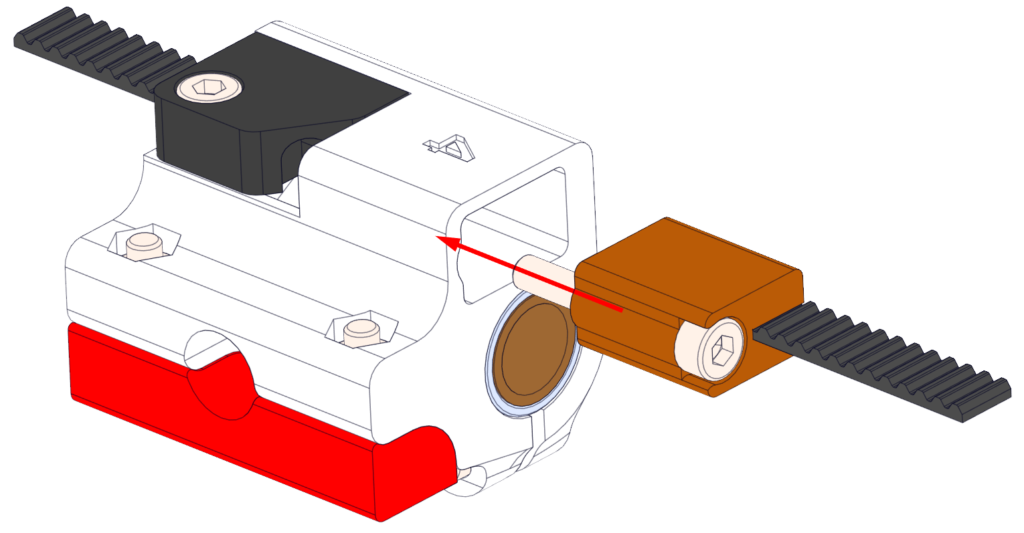
Далее пропустите весь ремень через оба шкива. Переместив каретку в середину вала, наденьте пружину на ремень. Далее проложите ремень вдоль каретки и отрежьте его примерно на ее середине.
Затем вставьте свободный конец в натяжитель ремня.
После этого вставьте натяжитель в каретку так, чтобы винт натяжки ремня попал в закладную гайку, и постарайтесь натянуть ремень.
Для сборки необходимы:
Винт DIN 912 М3×20 — 1 шт.
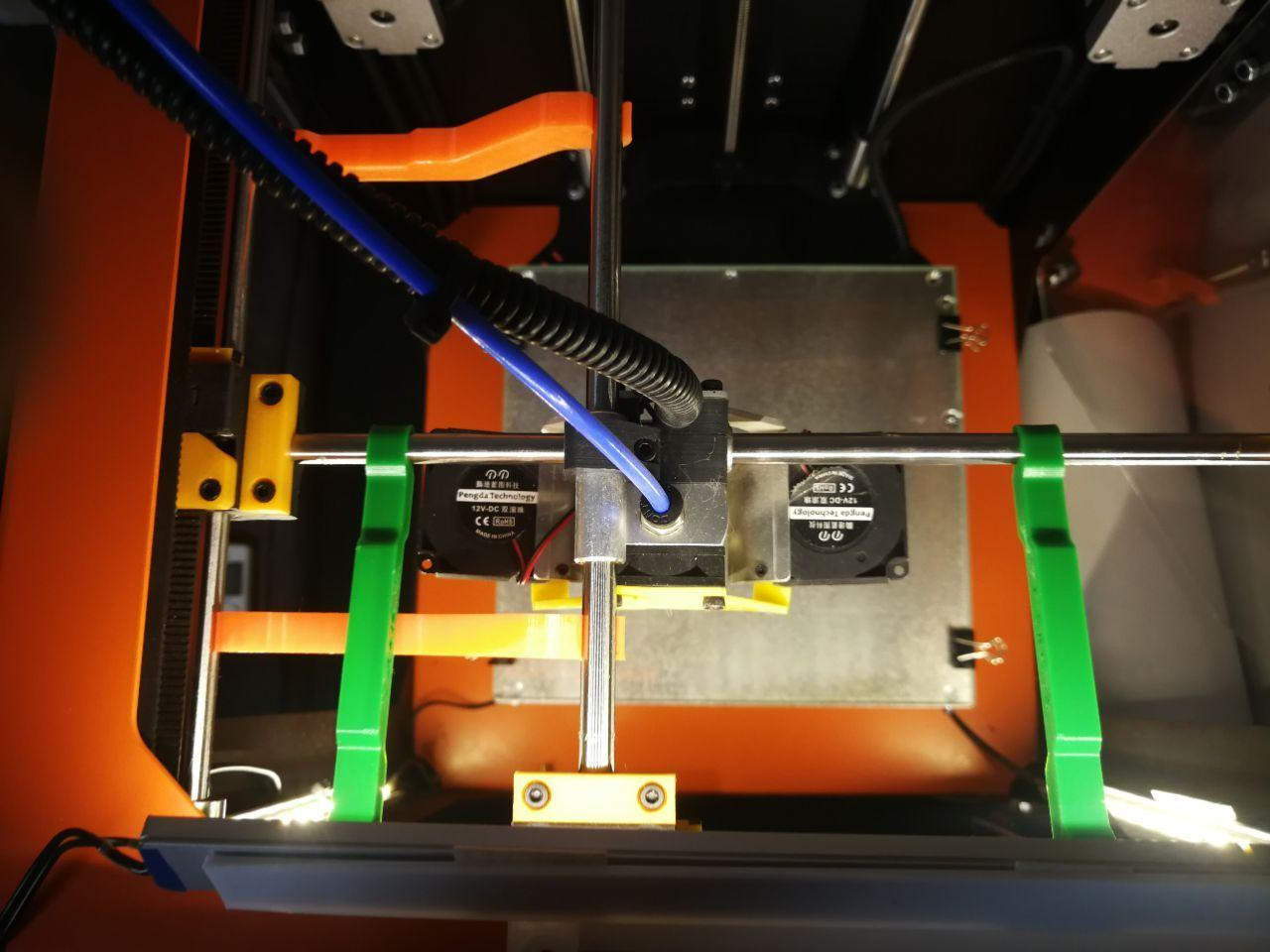
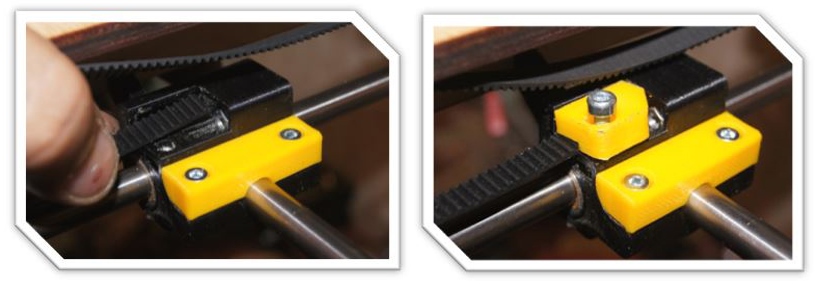
Примерный вид натянутого ремня представлен на фотографии ниже (если ремень натянут, то во время перемещения каретки не «скачет» на шкиве, а пружина не до конца разжата).

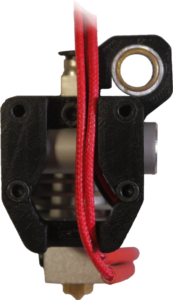
Подающий механизм или Feeder является частью экструдера. В принтере UlTi Steel применен уникальный подающий механизм, имеющий ряд особенностей:
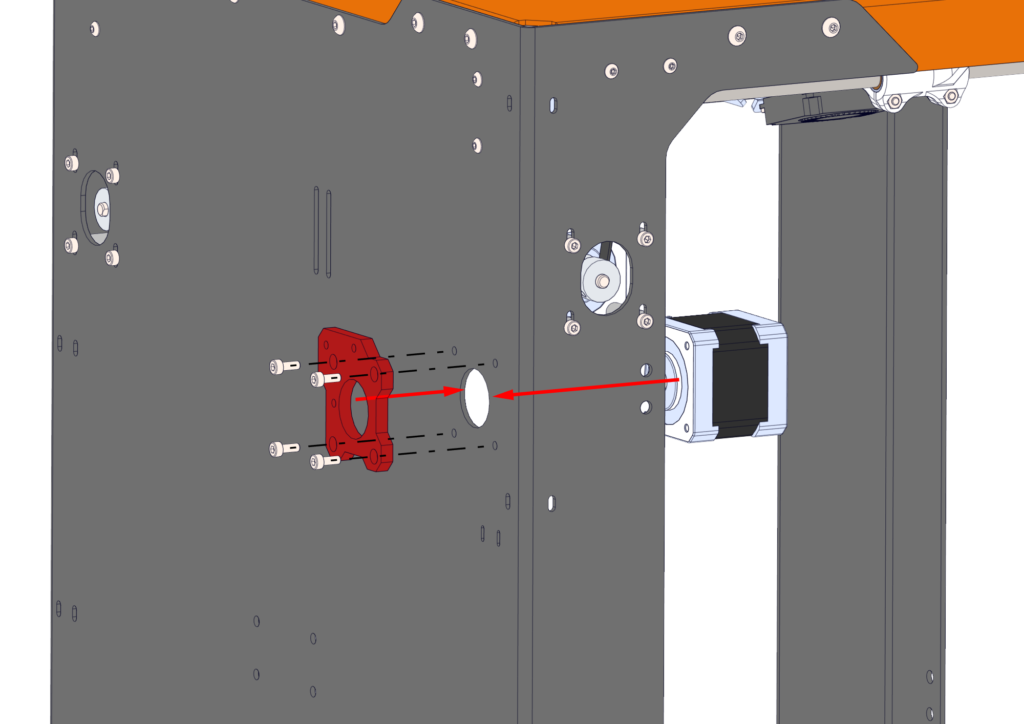
Сначала необходимо установить закладные гайки в опорную плиту и закрепить его на корпусе принтера. С обратной стороны задней стенки винты фидера вкручиваются напрямую в шаговый двигатель.
Для фидера используется мотор с моментом 42 Н⋅см, менее мощный, чем стоящий на осях X и Y. Это сделано для того, чтобы при засоре или неправильной калибровке мотор прекратил подачу пластика и остановился.
Для сборки необходимы:
Винт М3×8 — 4 шт.
Гайка М3 — 3 шт.
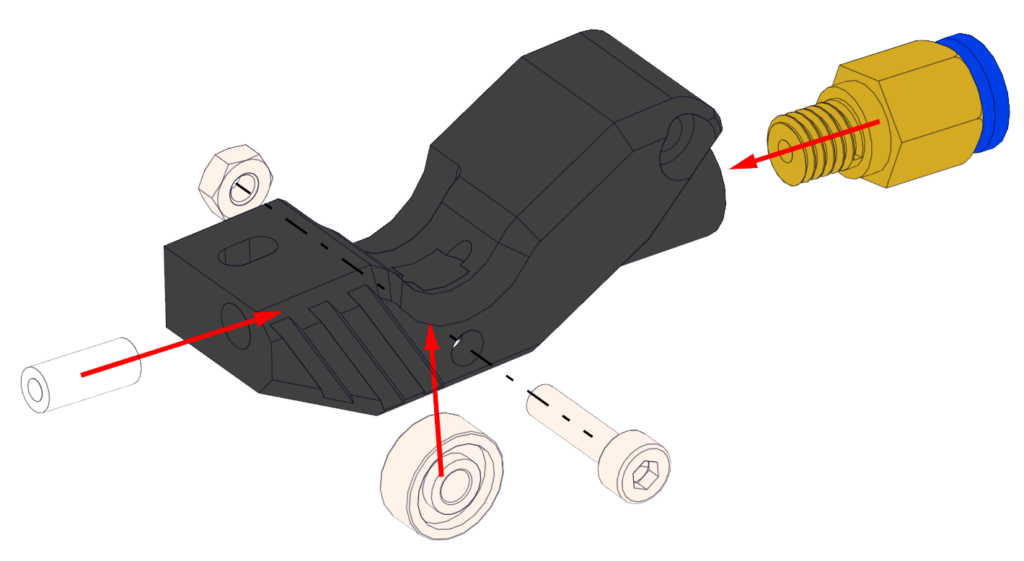
Далее соберите рокер с прижимным роликом. Может потребоваться дополнительная доводка отверстия надфилем, чтобы подшипник вращался свободно.
Для предотвращения износа детали при подаче пластика, в один из концов вставляется фторопластовая трубка 4×2 мм и обрезается заподлицо с деталью (та же трубка, что идет для подачи пластика до HotEnd).
С обратной стороны также запрессуйте гайку, в которую вкручивается винт, удерживающий подшипник.
Для сборки необходимы:
Винт М3×12 — 1 шт.
Гайка М3 — 2 шт.
Рокер крепится к монтажной плите. Смажьте кончик винта клеем или анаэробным фиксатором резьбы, чтобы он самопроизвольно не раскручивался.
Для сборки необходимы:
Винт М3×16 — 1 шт.
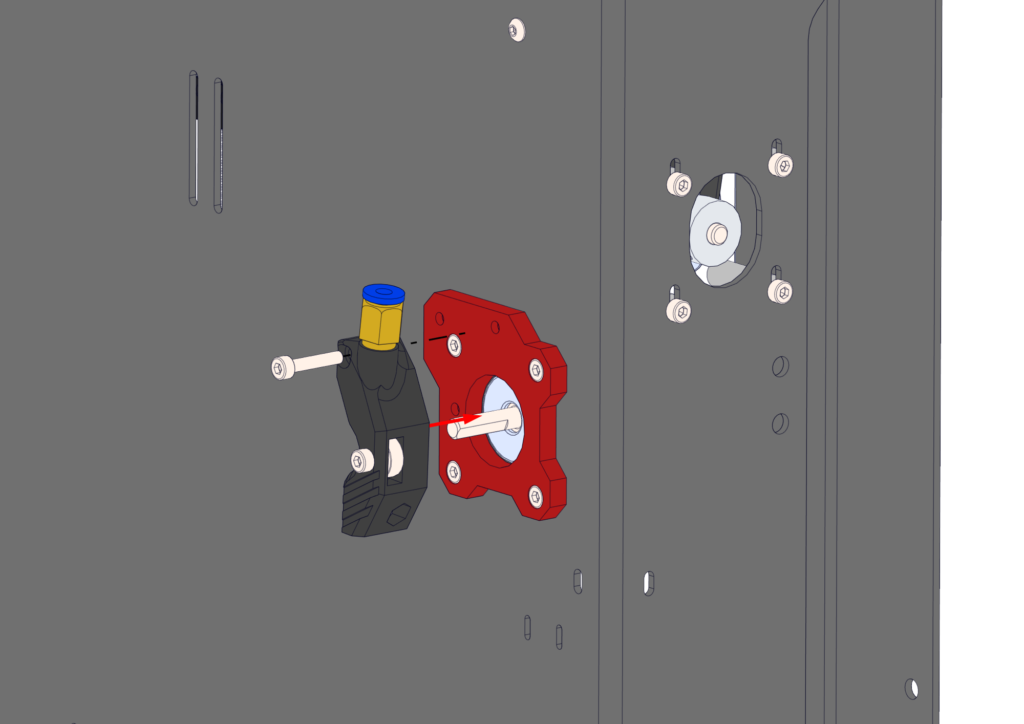
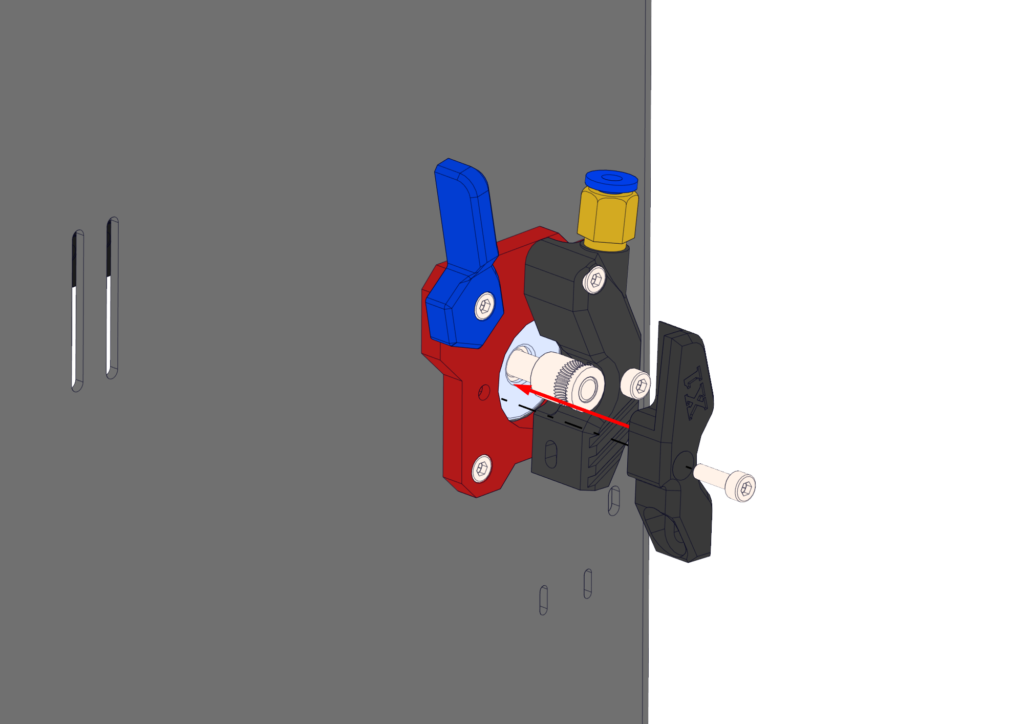
Далее закрепите эксцентриковый прижим. Он должен свободно вращаться, не затягивайте его чрезмерно сильно.
Для сборки необходимы:
Винт М3×8 — 1 шт.
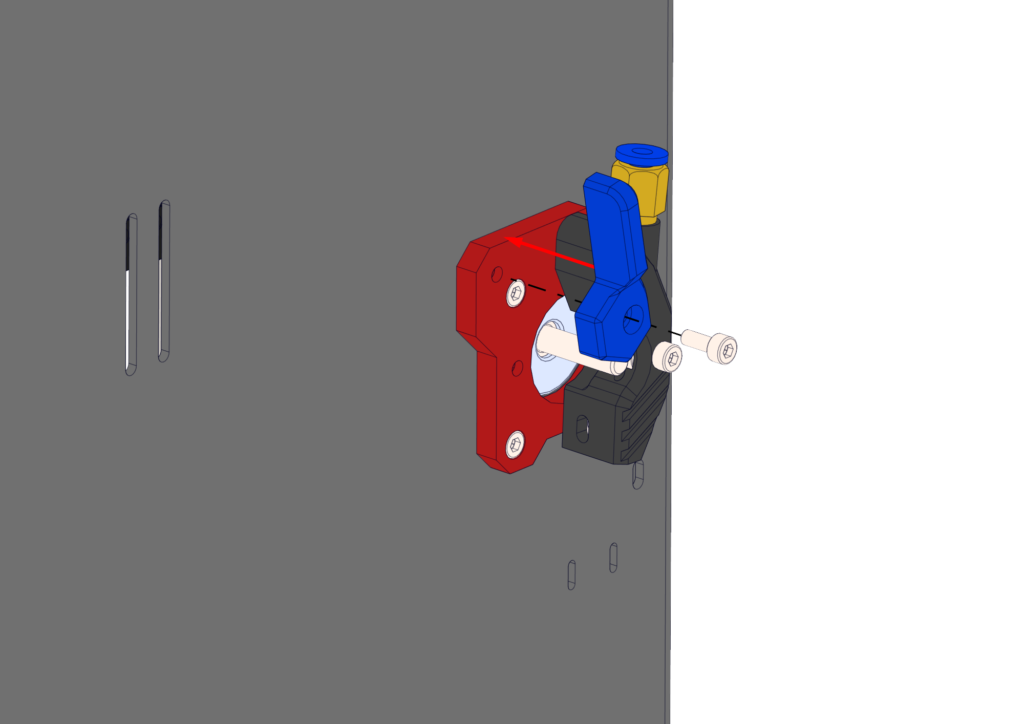
Перед установкой коромысла сразу установите и закрепите подающую шестерню. Она надевается на вал двигателя и настраивается таким образом, чтобы полукруглая выемка на шкиве совпадала с каналом подачи пластика.
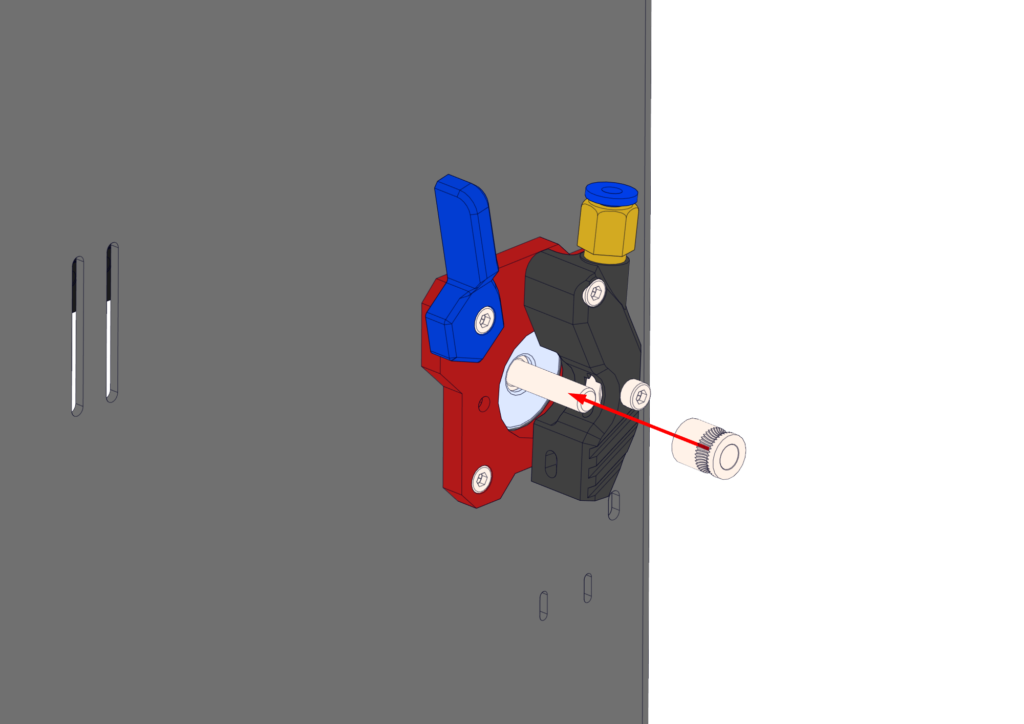
Закрутите коромысло, смазав конец винта клеем или фиксатором - данный элемент подвержен частому вращению.
Для сборки необходимы:
Винт М3×10 — 1 шт.
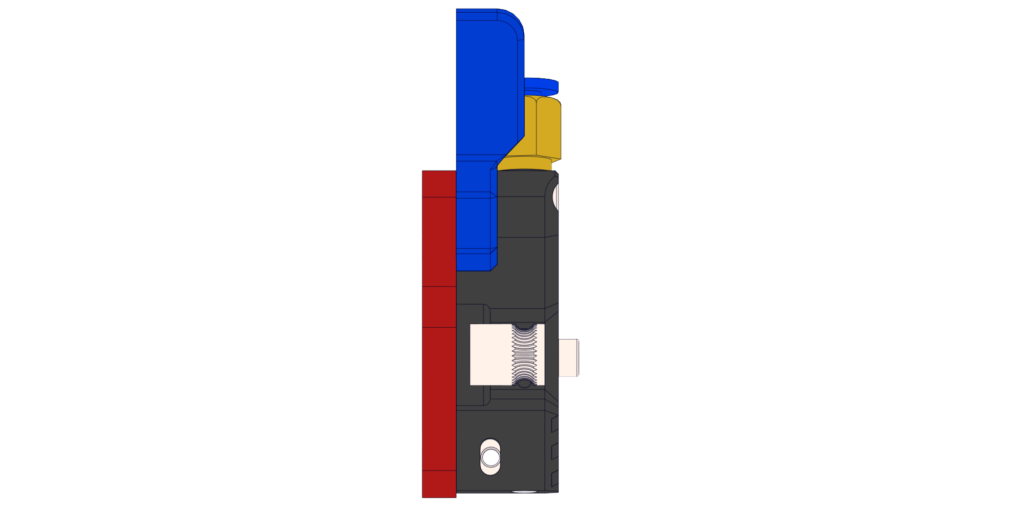
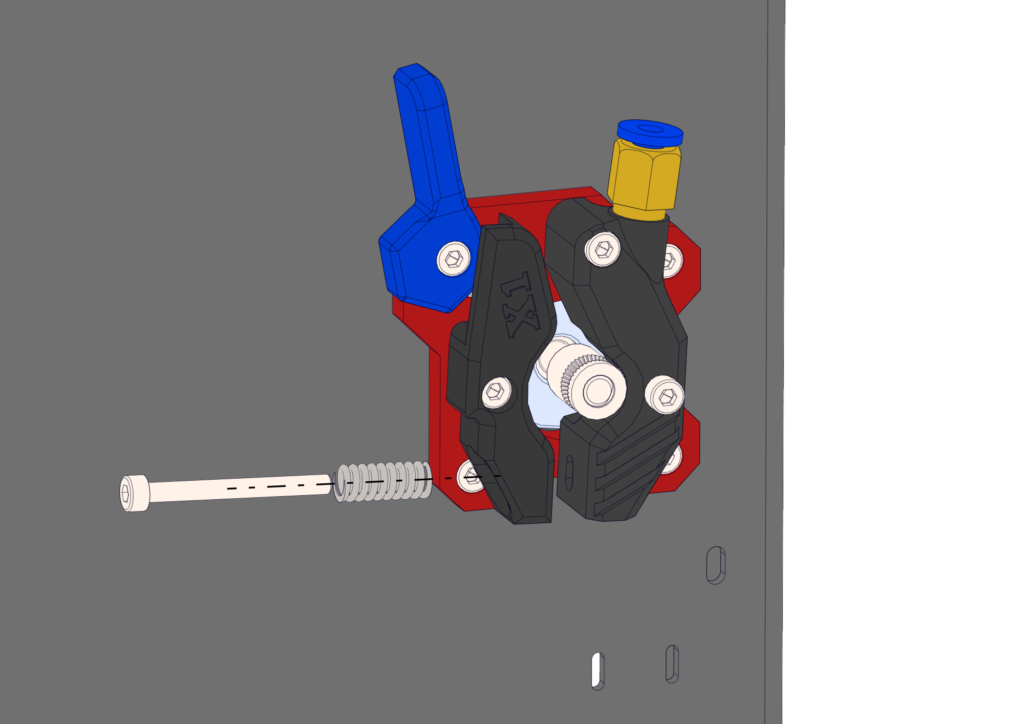
В последнюю очередь установите винт с жесткой пружиной.
Пружина в этом случае называется «пружина синхронизатора Ваз 2108», также подойдет «пружина пальца суппорта Ваз 2121» или любая другая, схожая по жесткости. Максимальный диаметр применяемой пружины 8 мм.
Для сборки необходимы:
Винт М3×30 — 1 шт.
Для корректной работы подающего механизма необходимо правильно его настроить.
Прежде всего необходимо убедиться в правильной сборке фидера, проверить расположение подающей шестерни и плавность хода всех элементов. Чрезмерная затяжка винтов ухудшит ход подвижных элементов и может привести к недостаточному или чрезмерному прижиму прутка к шестерне.
Далее можно приступить к настройке. В данном подающем механизме 4 положения эксцентрика, каждое положение отвечает за свое усилие прижима, поэтому:
Прочитайте инструкцию по монтажу электроники полностью до непосредственного монтажа.
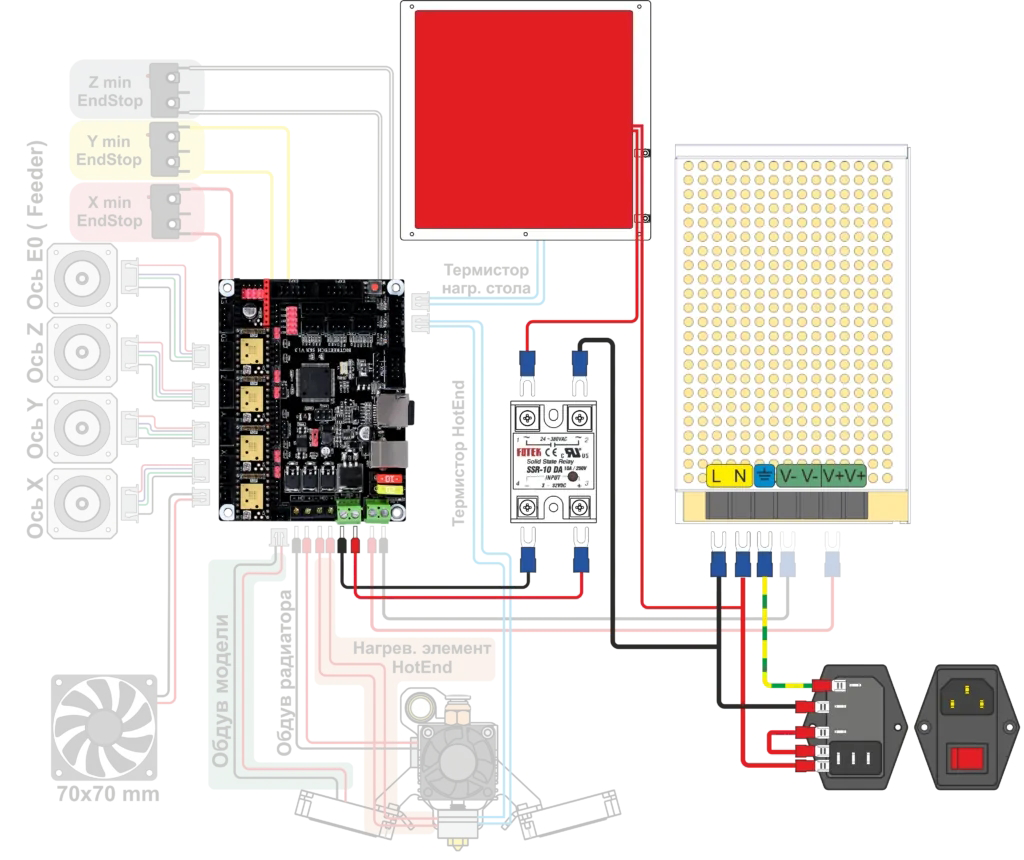
Принципиальная электрическая схема состоит из двух частей:
Монтаж проводов на 220 Вольт.
Строго следуйте инструкции и фотографиям, не включайте принтер в сеть во время работы с проводкой.
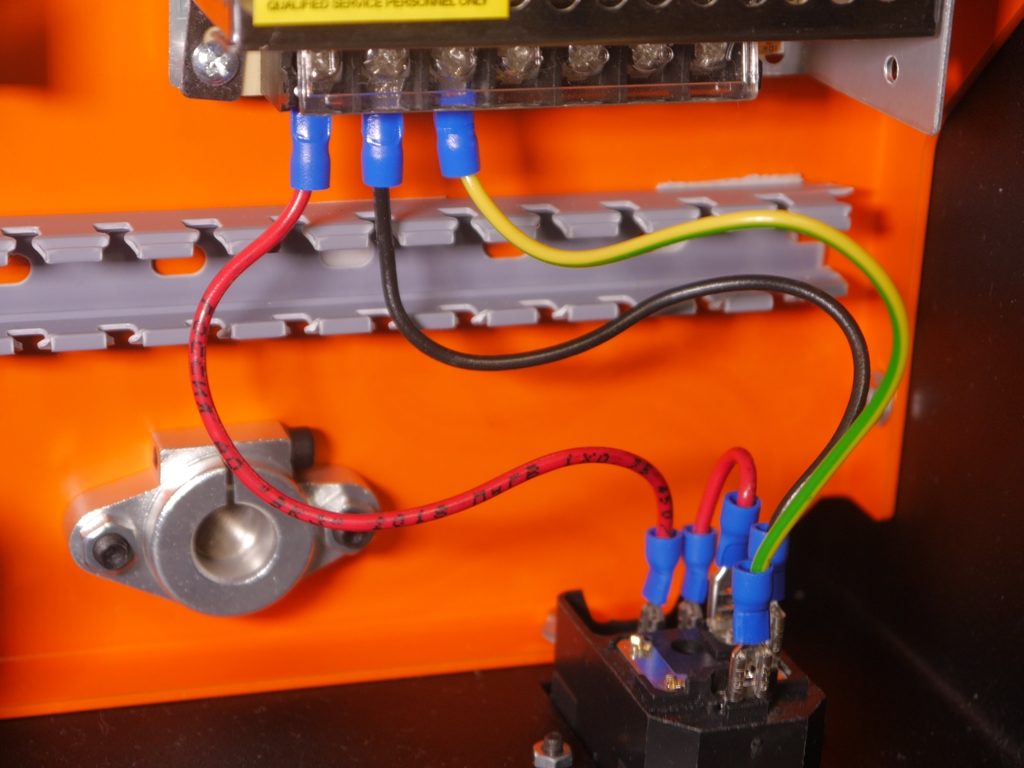
Разъем для подключения кабеля питания со стороны камеры электроники имеет 5 контактов. Три из них соответствуют нулю, фазе и заземлению. Оставшиеся два необходимы для прерывания питания кнопкой.
Поэтому желто-зеленый провод (земля) и черный (фаза) идут сразу к блоку питания, а красный (нейтраль) коротким проводом соединяет вводную клемму и один из контактов кнопки, а от кнопки более длинный провод идет в блок питания.
При перевороте вилки в розетке ноль и фаза меняются местами.
Подключение нагревательного стола одним концом осуществляется к твердотельному реле, а вторым в клемму на блоке питания, туда же подключается фаза (красный провод от разъема питания).
Черный провод подключается на блоке питания к черному проводу (ноль), вторым концом в твердотельное реле.
На твердотельном реле есть обозначение полярности. Не подключайте силовые провода к клеммам с обозначением «+» и «-». Для подключения нагрузки 220 Вольт клеммы подписаны знаком переменного напряжения «~».
Подключение двух клемм в один разъем в данном случае оправдано и безопасно.
Твердотельное реле в этом случае служит как выключатель, оно устанавливается в разрыв питания нагревательного стола. В момент, когда на противоположные клеммы подается низковольтное питание (в этом случае 12 Вольт), то реле включается и начинается нагрев стола.
Схема подключения низковольтного питания, датчиков и всего необходимого.
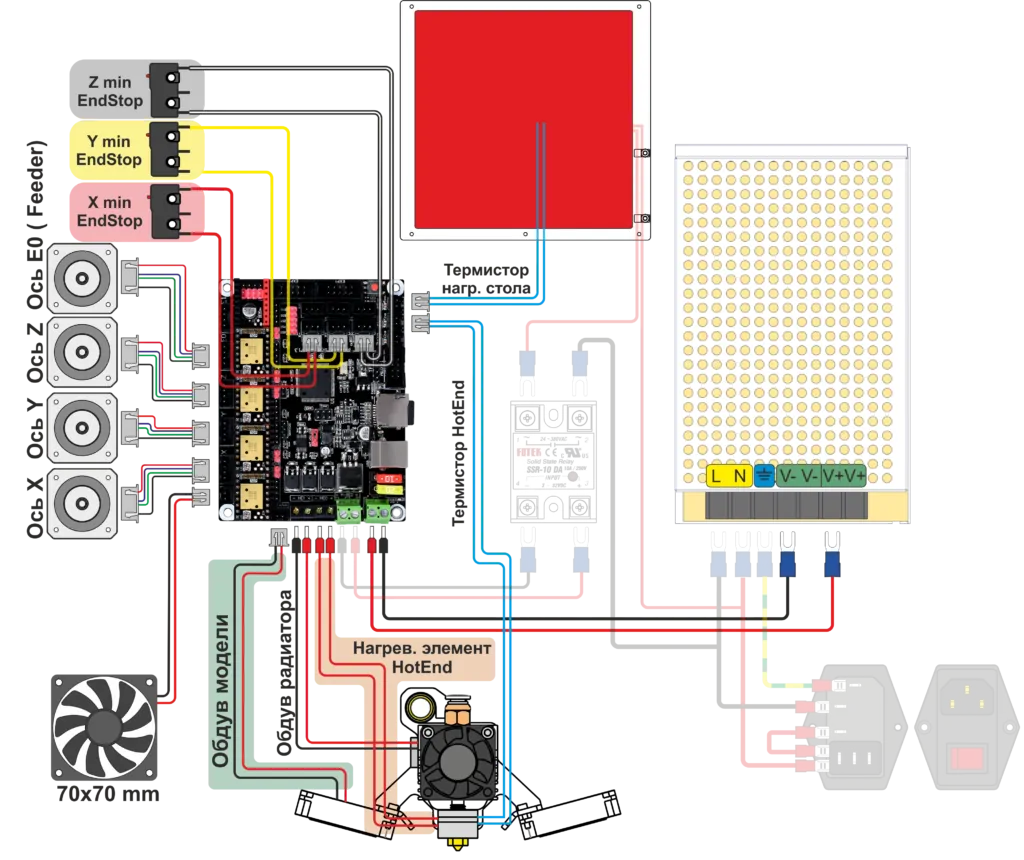
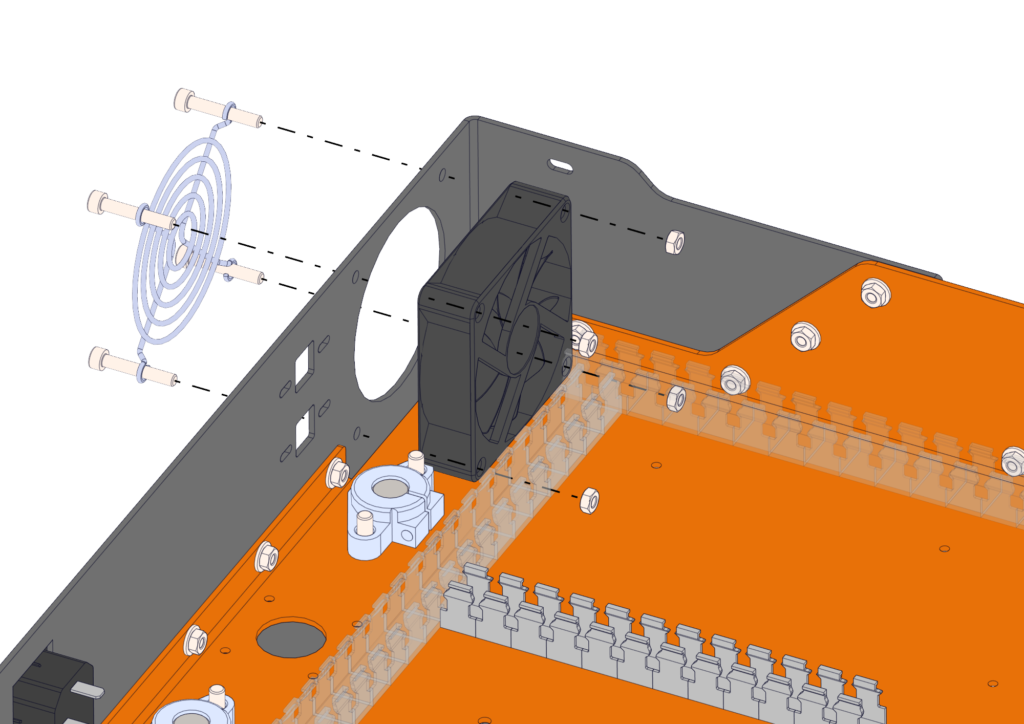
UlTi Steel оборудован драйверами TMC2208, которые без принудительного обдува могут перегреваться и выходить из строя, поэтому в заднюю часть корпуса устанавливается кулер 70×70 мм.
Полярность подключения не важна на следующих элементах:
Хотя концевые выключатели не имеют полярности, важно соблюсти контакты для подключения к плате (три контакта — «+», «S», «GND» служат для подключения оптических датчиков), используем только контакты «GND» и «S» (минус и сигнал).
В kit-наборе концевые выключатели полностью проверены и правильно установлены в коннектор. Остается только не перепутать, какой концевой выключатель за какую ось отвечает.
Концевые выключатели подключаются в положение min.
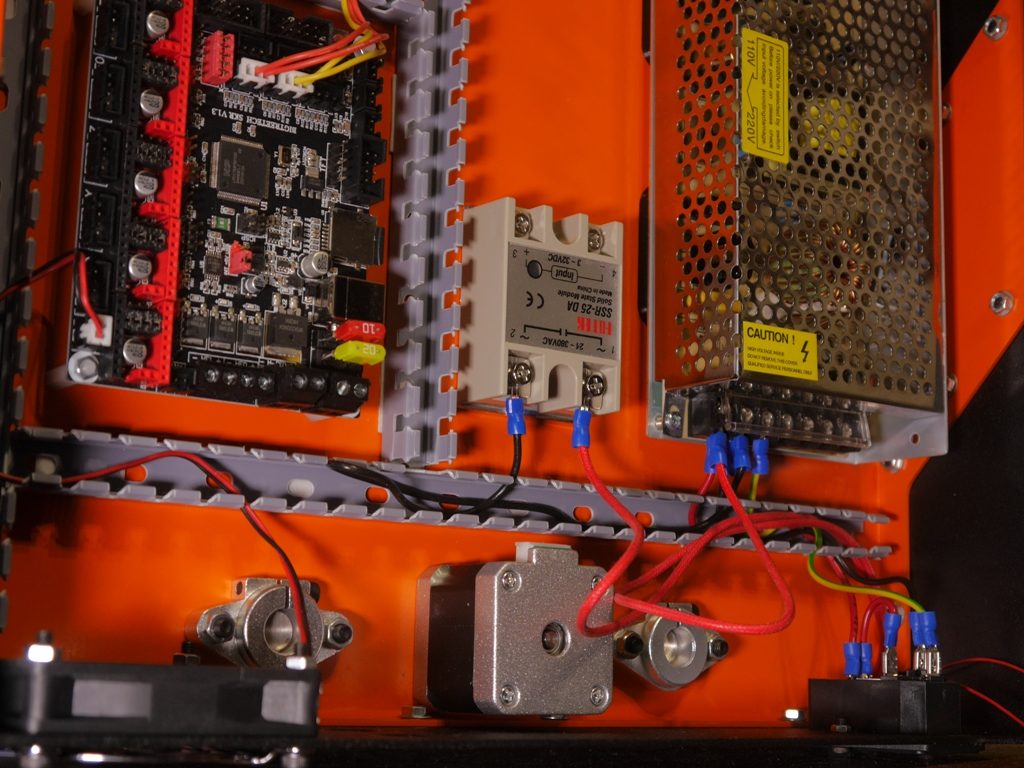
Установку необходимых электрокомпонентов нужно начать с установки разъема питания 220 Вольт в корпус принтера. Следите за тем, чтобы кнопка включения располагалась выше разъема.
Для сборки необходимы:
Винт Din 912 М3×8 — 2 шт.
Гайка М3 — 2 шт.
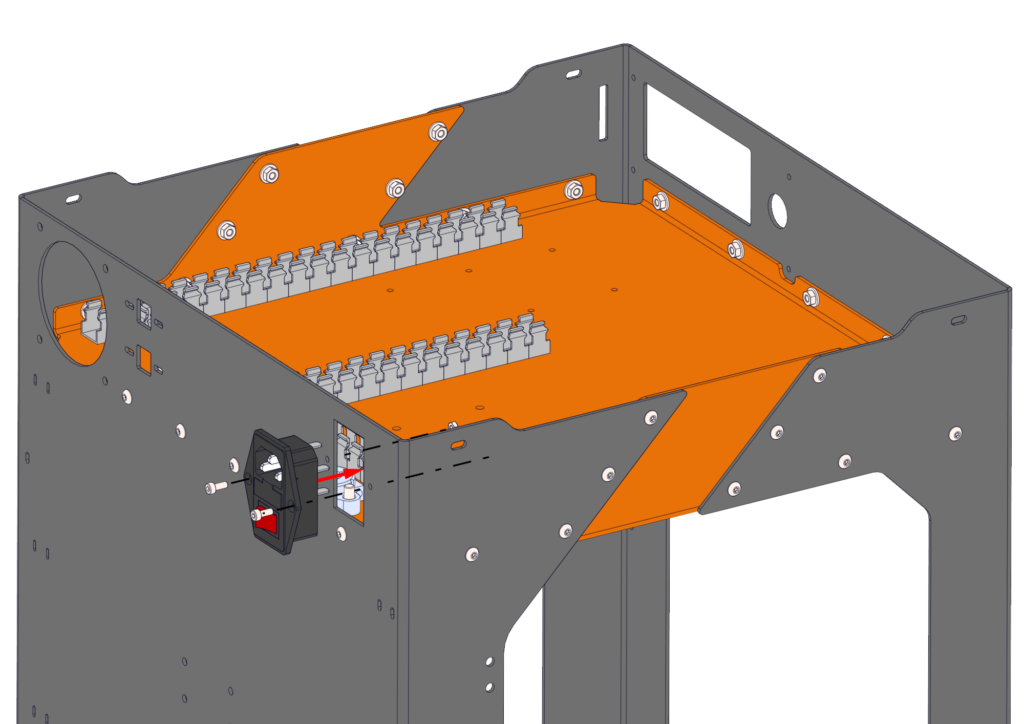
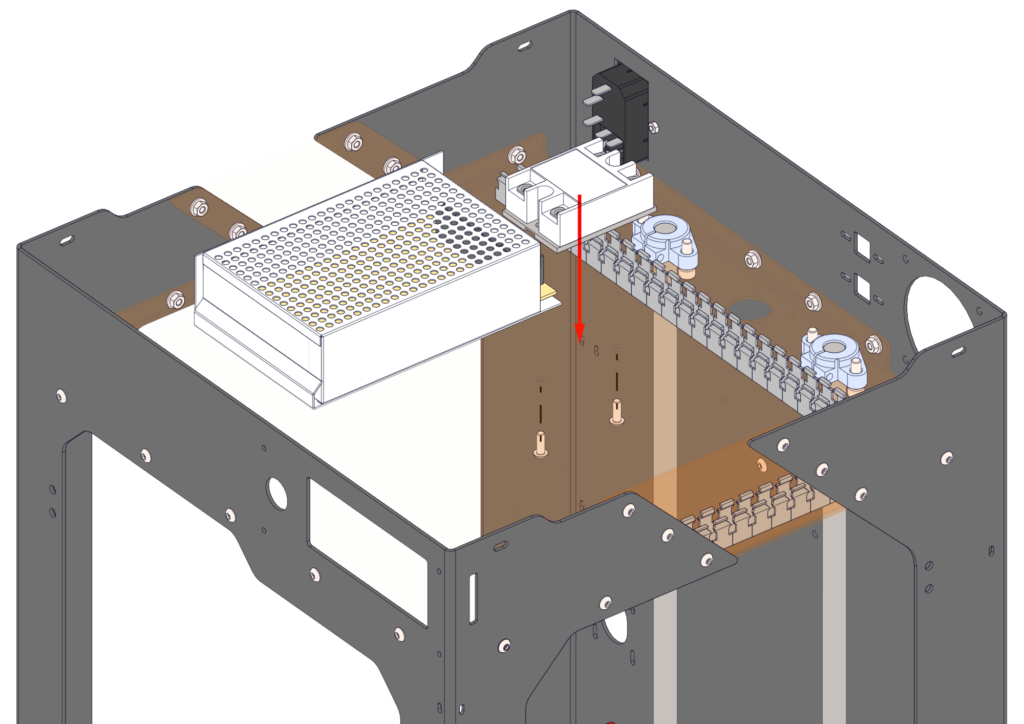
Далее монтируем твердотельное реле. В kit-наборе используется нагревательный элемент стола на 220 Вольт, поэтому для его коммутации необходимо реле (тиристорная сборка). Следует использовать AC/DC реле, сигналы управления – постоянное напряжение, нагрузка – переменное.
Для сборки необходимы:
Винт ISO7380 М4×12 — 2 шт.
Гайка М4 — 2 шт.
Кулер 70×70×15 мм крепится на четыре винта М4×25 с внутренней стороны корпуса. Не перепутайте сторону кулера, он должен работать на вдув (наклейка должна смотреть внутрь корпуса). Не забудьте установить с внешней стороны защитную решетку.
Для сборки необходимы:
Винт ISO 7380 М4×25 — 4 шт.
Гайка М4 — 4 шт.
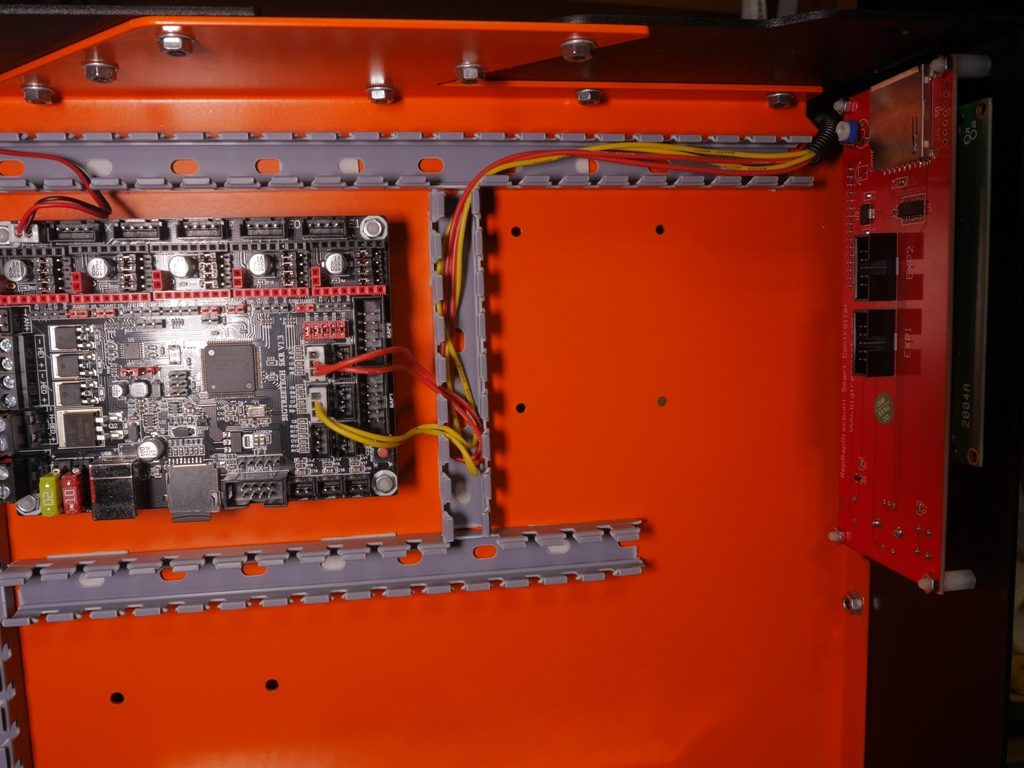
Осталось установить дисплей и основную электронику (SKR v1.3).
Для установки дисплея прикрутите 10 мм стойки в крайние отверстия.
Для сборки необходимы:
Стойка для ПП М3×10 — 4 шт.
Гайка М3 — 4 шт.
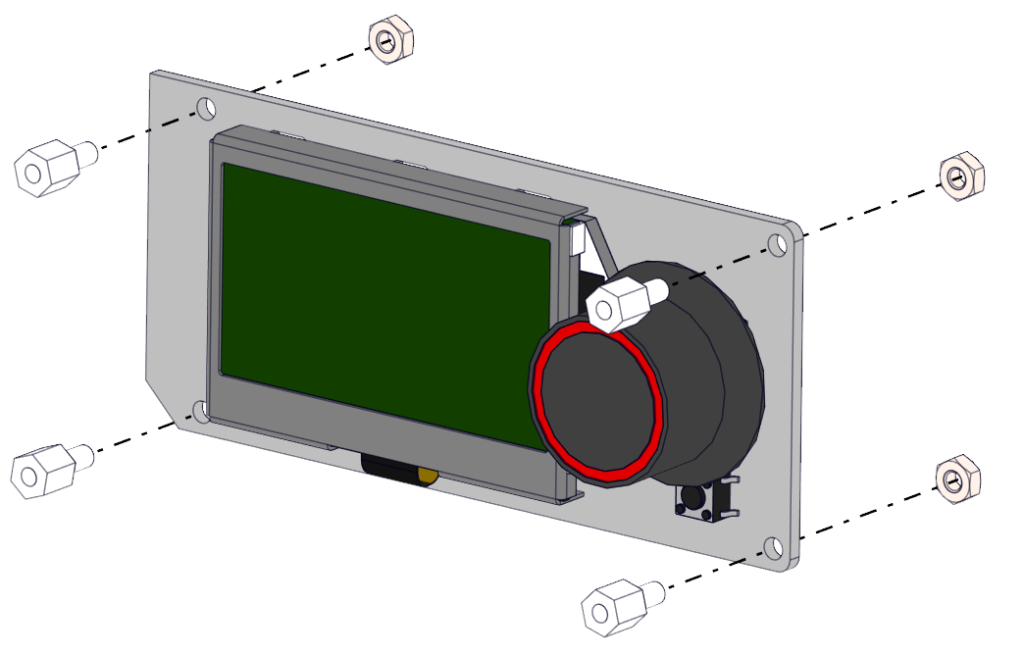
Далее смонтируйте дисплей в переднюю панель корпуса.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.
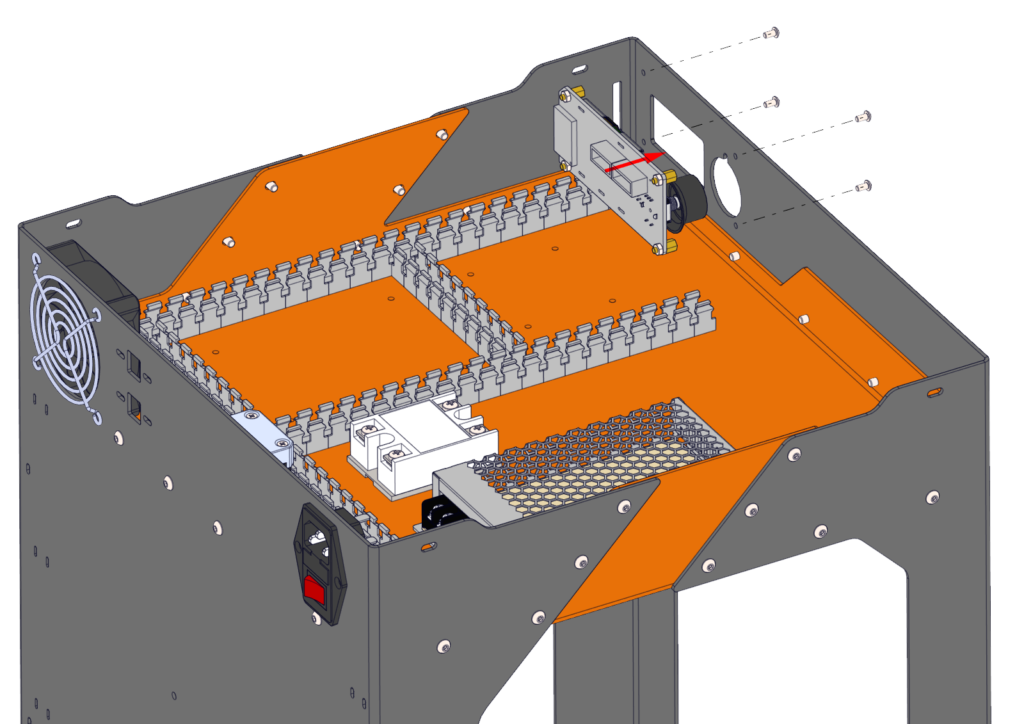
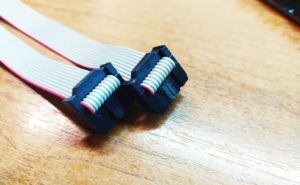
Из-за разной распиновки дисплея и платы (несогласованность стандартов производителей) при подключении шлейфов дисплея необходимо перевернуть их разъемами задом наперед. Для этого с одной стороны каждого шлейфа срезаны «ключи»

При монтаже платы управления сначала установите ее на стойки для печатных плат, как показано на рисунке ниже. Здесь применяются высокие стойки, чтобы плата была выше кабель канала.
Для сборки необходимы:
Стойка для ПП М3×18 — 4 шт.
Гайка М3 — 4 шт.
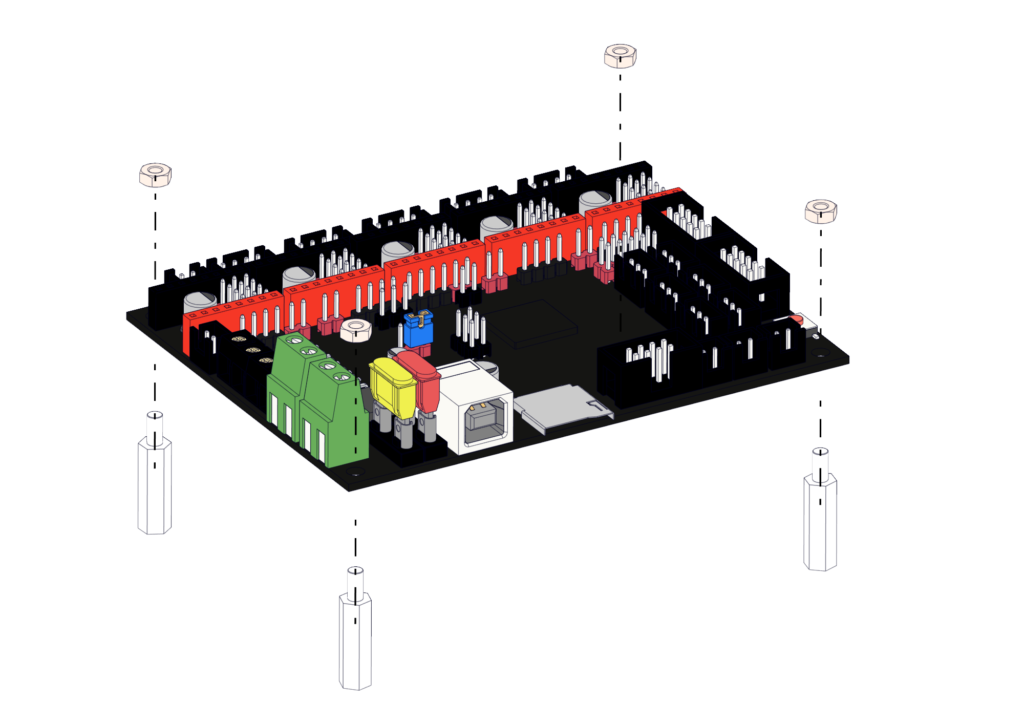
Затем нужно установить плату непосредственно в корпус. С обратной стороны плата крепится винтами М3×6.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.
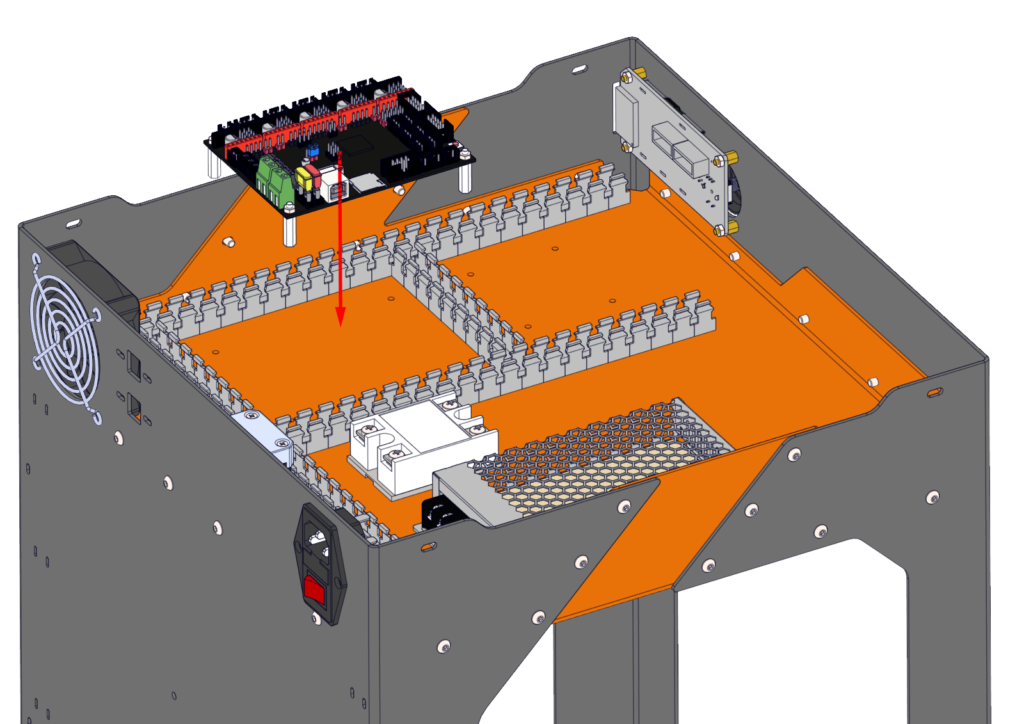
В kit-наборе драйверы уже установлены на плату. Остается только наклеить на них радиаторы.
При установке радиаторов следите за тем, чтобы корпус радиатора не касался элементов и контактов драйвера.
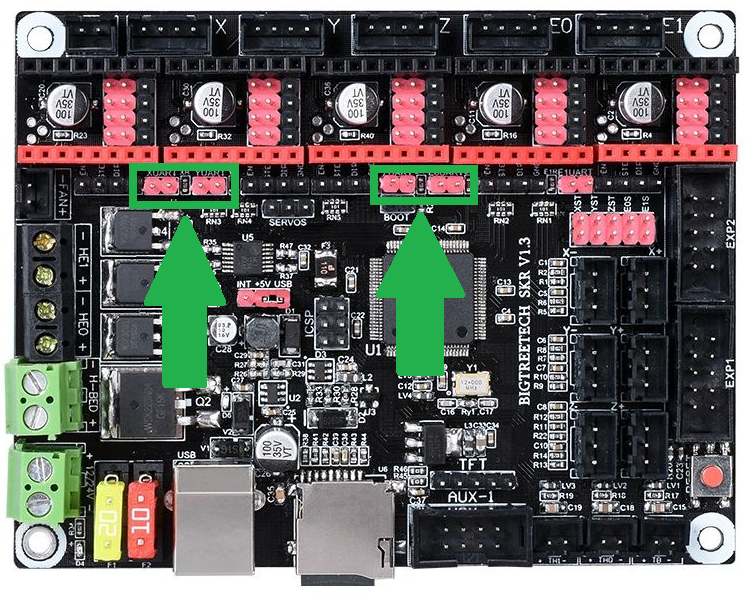
На плату устанавливаются драйверы шаговых двигателей TMC 2208 в режиме UART. От обычного (Standalone) способа подключения данный отличается способом установки перемычек на самой плате. Проверьте правильность установки перемычек перед продолжением сборки принтера. Зеленым цветом показаны места, куда необходимо установить джамперы. Под самим драйвером все перемычки должны быть сняты.
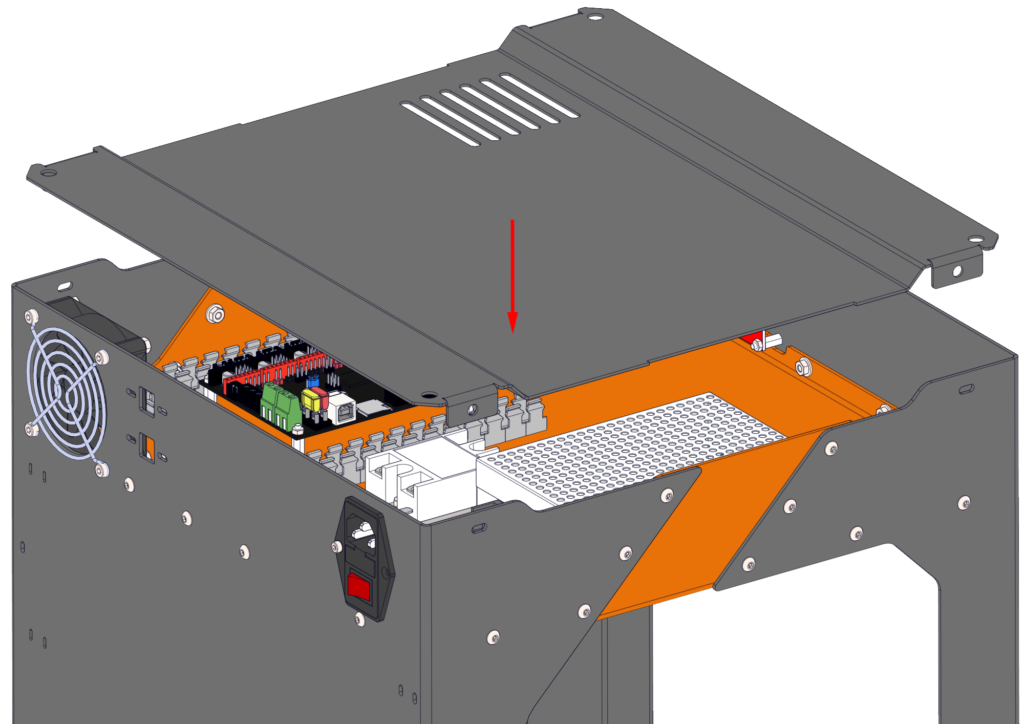
Когда основные элементы электроники закреплены, закройте отсек электроники крышкой и в дальнейшем открывайте при необходимости. На крышке установлены мягкие ножки, которые предотвращают шум и не дают поцарапать стол или сам принтер.
В крышке установлены резьбовые клепки для того, чтобы скрепить крышку с корпусом четырьмя винтами М4×12.
Для сборки необходимы:
Винт ISO 7380 М4×12 — 4 шт.
Начать прокладывать провода нужно с самой дальней точки принтера — печатающей головки.
Отодвиньте ее в правый ближний угол (смотря на лицевую панель принтера), то есть самую дальнюю точку.
Далее начните вставлять провода в гофру. Старайтесь делать это так, чтобы провода сильно не переплетались и заходили строго друг за другом.
Провода с гофрой у печатающей головки закрепите стяжкой к специальному «язычку» на пластине держателя кулеров обдува модели.

Натяните гофру таким образом, чтобы не было сильного натяжения проводки и она шла к печатающей головке по плавной дуге.
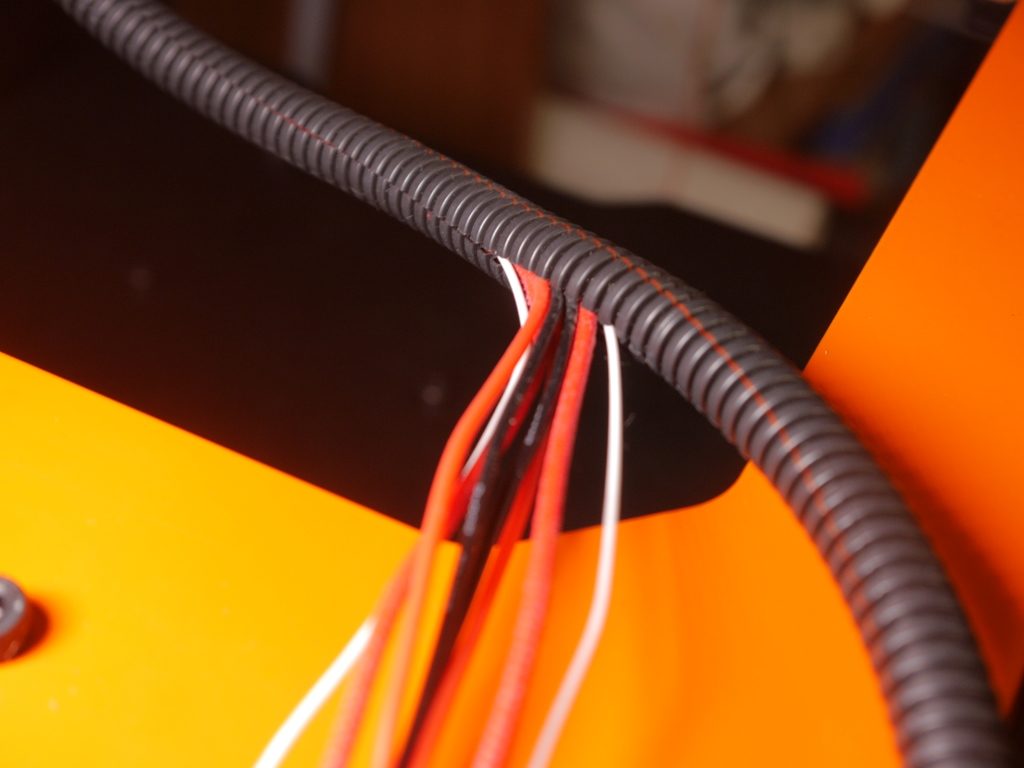
В левом дальнем углу принтера, в верхней крышке имеется специальная прорезь, вставьте туда шлейф от печатающей головки и закрепите стяжкой в верхней части корпуса.
Шлейф печатающей головки проходит в углу вдоль всего корпуса. Рядом с ним укладываются провода концевого выключателя и двух двигателей.
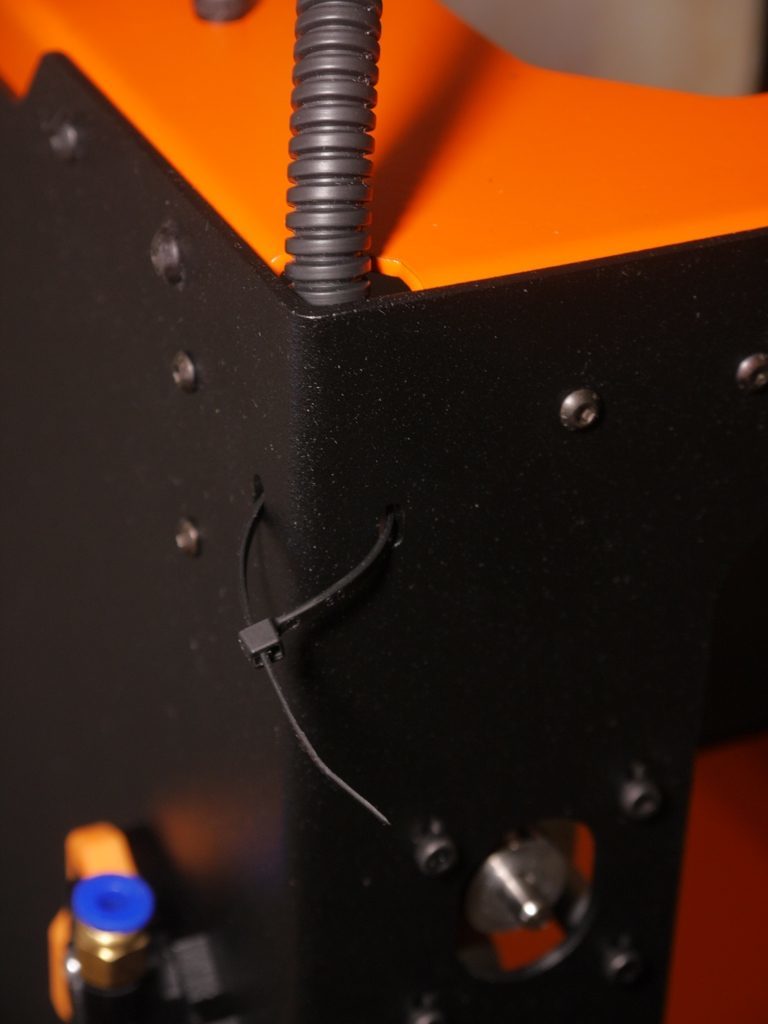
Обратите внимание на крепление провода нагревательного стола. Этот провод также вставляется в тонкую гофру, стяжкой фиксируется на стальном основании стола.
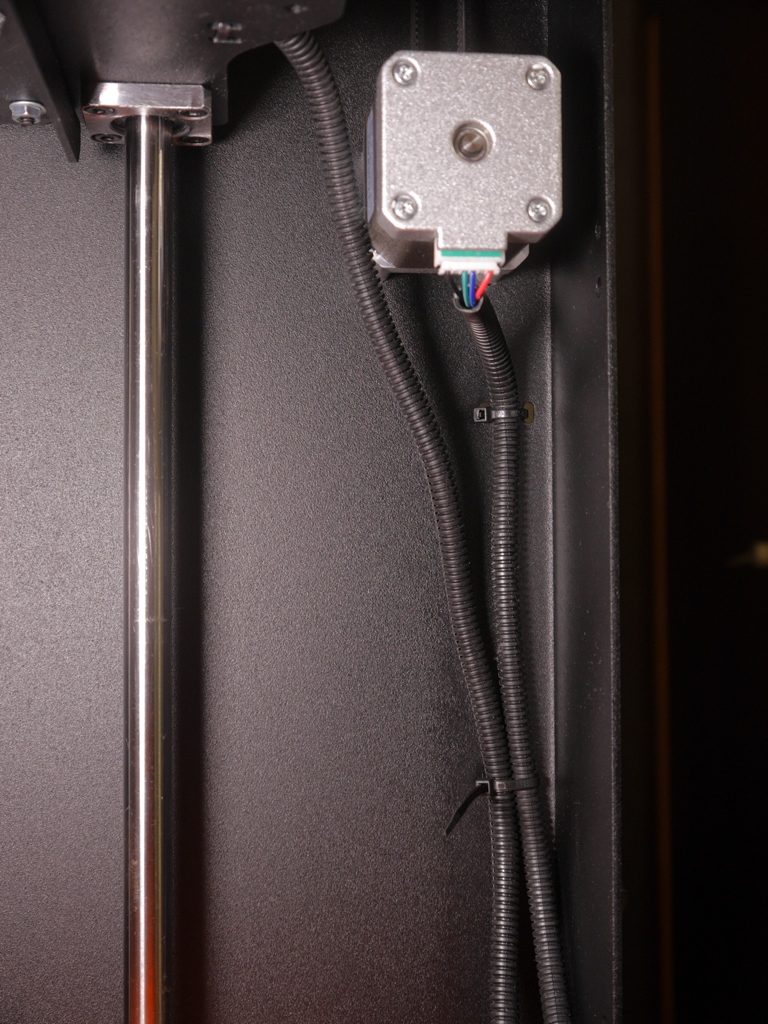
Провода нагревательного стола к корпусу должны крепиться следующим образом: стол поднимается в максимально верхнее положение, провод прокладывается вдоль стенки и закрепляется только на две нижние стяжки. В этом случае при опускании стола вниз провод аккуратно сложится по дуге.
В kit-наборах Ulti Steel прошивка уже предустановлена и настроена.
Также периодически выходят новые обновления прошивки.
Принтеры линейки UlTi Steel оснащаются платой SKR 1.3. Этот контроллер легко и удобно обновлять и поддерживать.
На 4 марта 2026 последняя версия прошивки 1.1.5u. Для прошивки принтера необходимо взять чистую флешку. Записать в корень файл firmware.bin
Вставить флешку в выключенный принтер (в саму плату SKR 1.3, не в экран), включить и немного подождать, пока на экран не появится информация.
Об успешности прошивки будет символизировать то, что на флешке файл переименуется в firmware.CUR
Скачать прошивку версии 1.1.5u
SHA256: 7994B6B97C864C3C182CED0C3218DF9134F665D663F9C31FCACA5B005EC4AEA1
Протестировать принтер после сборки можно двумя методами:
Первый вариант предпочтительней, так как не нужно будет искать и устанавливать драйверы, длинный провод и разбираться с консолью.
Принтер оснащен автоматической защитой от перегрева и непредсказуемых температурных скачков. Если во время нагрева или печати возникнет какая либо проблема, то принтер оповестит об этом.
Для запуска нагрева печатающей головки из меню принтера вызовите команду Главное меню > Температура > Преднагреть PLA > Преднагреть Сопло
Далее следите за тем, чтобы на экране температура печатающей головки начала увеличиваться. Если все работает корректно, то температура успешно достигнет заданных значений (+-2 градуса).
То же самое проделайте с нагревательным столом: Главное меню > Температура > Преднагреть PLA >Преднагреть Стол
Какие неисправности могут возникнуть:
Через меню принтера вызовите команду парковки: Главное меню > Движение > Парковка XYZ.
Первой должна начать перемещаться ось X — движение справа налево.
Далее ось Y — движение от задней стенке к передней. После чего стол должен подняться к соплу.
При правильной работе печатающая головка доедет в левый ближний угол, коснется концевого выключателя, отъедет от него на небольшое расстояние и подъедет снова, окончательно остановившись. Если принтер ведет себя именно так, то проверка двигателей осей XYZ и концевых выключателей на этом закончена.
При невнимательной сборке не всегда принтер ведет себя нормально.
Бывают очень редкие случаи, когда вышеописанные проверки не дают должных результатов.
В этом случае напишите нам и мы поможем разобраться с проблемой!
Первое время могут возникать некоторые дефекты на моделях, это может быть связано с особенностями сборки и настройки механики принтера, настройки слайсера, качества пластика и т.д.
Если появились проблемы с качеством печати, отправьте нам фотографии моделей с описанием настроек слайсера, типа и марки пластика.
Мы подскажем, с чем может быть связан дефект и поможем его устранить.




