Отдел продаж
Обратный звонок
Режим работы:
Обработка заказов с 11:00 до 19:00 по будням
Перед запуском первой печати необходимо осуществить подготовительные действия: откалибровать стол, заправить пластик, нанести адгезивные составы и т.д.
Дисплей принтера:

1 - Температура сопла текущая/заданная. Когда заданная температура равно 0 - это значит, что нагрев не включен.
2 - Температура стола текущая/заданная.
3 - Строка с координатам. Координаты обновляются по мере печати.
4 - Feedrate — скорость печати в процентах. Можно менять скорость во время печати - нужно покрутить энкодер, не нажимая на него.
5 - SD — статус выполнения печати в процентах.
6 - Время от начала печати.
7 - Строка статуса для информации о процессе нагрева стола и сопла, остановке и старте печати и т.д.
Чтобы зайти в главное меню - нажмите на энкодер.
Главное меню > Print From SD (Печать с SD карты) > Выбираем файл из списка.
Название файлов должно быть написано латинскими буквами.
Позволяет одним нажатием запустить процесс нагрева печатающей головки и стола под выбранный вами пластик. Данная функция полезна как для смены пластика, так и для более быстрого запуска принтера на печать, например пока вы готовите модель в слайсере, в это время принтер нагревается.
Главное меню > Temperature (Температура) > Preheat PLA (Преднагрев PLA) / Preheat ABS (Преднагрев ABS)
- Preheat ABS - преднагрев и сопла и стола,
- Preheat ABS END - преднагрев сопла,
- Preheat ABS BED - преднагрев стола.
Позволяет выставить параметры вручную для обслуживания печатающей головки, смены пластика или проверки работоспособности.
- Главное меню > Temperature (Температура) > Nozzle — установка температуры печатающей головки.
- Главное меню > Temperature (Температура) > Bed — установка температуры стола
- Главное меню > Temperature (Температура) > Fan Speed — установка скорости вращения вентилятора обдува моделей (значение может задаваться от 0 до 255, либо в процентом соотношении от 0 до 100 в зависимости от версии прошивки).
Команда перемещения печатающей головки в нулевые координаты.
Главное меню > Motion (Перемещение) > Auto Home (Парковка)
При калибровке стола или ручном перемещении печатающей головки и стола для обслуживания.
Главное меню > Motion (Перемещение)> Disable steppers (Выключение шаговых двигателей)
Активируется только тогда, когда принтеру задана какая-либо температура во время печати, преднагрева или ручной установки параметров.
Главное меню > Temperature (Температура) > Cooldown (Охладить)
Принтер UlTi Steel настроен так, что точка касания сопла и поверхности стола (стол у сопла, левый ближний угол) является началом координат и одновременно точкой парковки. Нужно только отрегулировать винтами три точки касания сопла о стекло:
Калибровка стола закончена.
Если вы недостаточно точно выставили сопло, то во время печати первого слоя вашей модели можно слегка отрегулировать плоскость стола барашковыми гайками.
Определить правильность калибровки стола можно по характеру поверхности на первом слое:
Иногда при очень малой высоте первого слоя могут проявляться локальные «проплешины». Это может быть вызвано попаданием мусора между стеклом и нагревательной пластиной либо неравномерным нанесением клея. Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
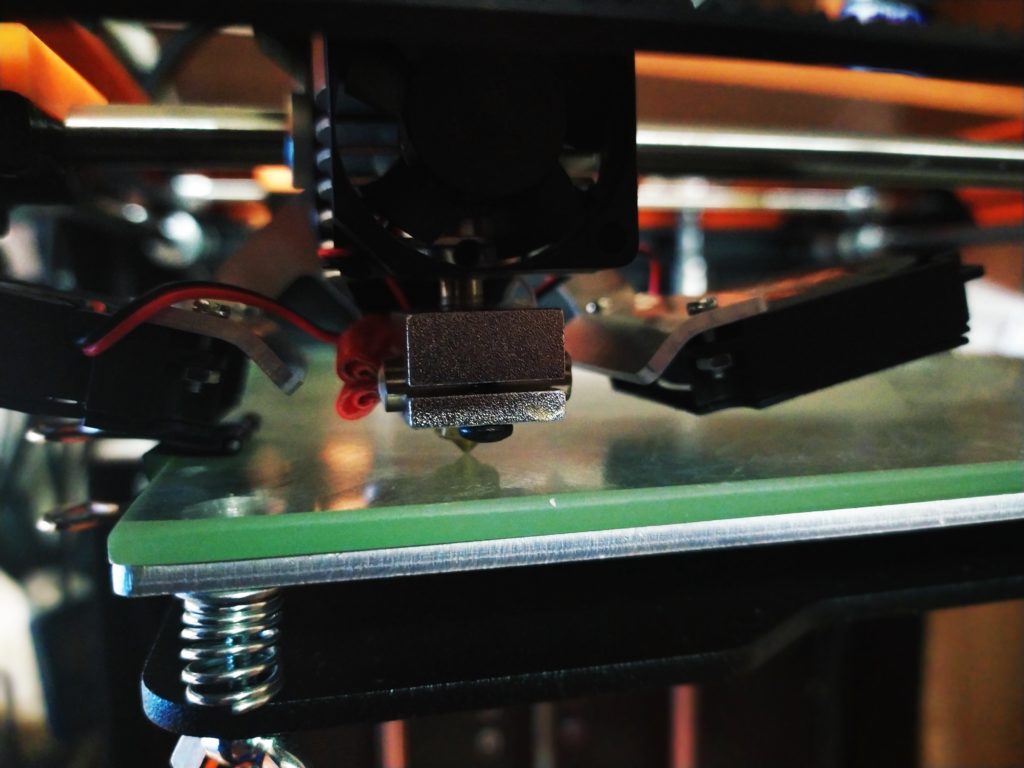
На фотографии ниже изображена неверная калибровка стола: с правой стороны зазор слишком большой, слева и в центре - очень мал.

Всегда перед тем, как начать производить манипуляции с пластиком — нагрейте печатающую головку.
Даже если вы не знаете, какой пластик сейчас заправлен в принтер, просто нагрейте сопло до 190 градусов. Любые виды пластика начнут при этой температуре размягчатся и позволят вам извлечь пластик, не повредив при этом саму печатающую головку.



Перед запуском печати тестовой детали необходимо убедиться, что подающий механизм настроен правильно, иначе из-за недостаточного прижима могут начаться пропуски подачи пластика:
Чтобы проверить правильность работы принтера - лучше всего начать печать с тестовой модели.
Для увеличения адгезии пластика к стеклу не забудьте нанести клей, иначе модель может не прилипнуть.
Проследите, как начнет происходить печать первых слоев.
Для того, чтобы принтер работал долгое время, его периодически необходимо обслуживать. В обслуживание принтера входит очистка принтера от пыли, замена изнашиваемых деталей, обслуживание подающего механизма и т.д.
Скачайте подготовленный файл для печати (G-code), загрузите его на SD карту памяти и запустите печать функцией Print From SD.
Ссылка на скачивание: Тестовая модель
Проследите как начнет происходить печать первых слоев.
Пыль и шерсть домашних животных оседают на стенки корпуса принтера, направляющие валы и все открытые места. Также на направляющих валах может скапливаться старое масло.
Регулярную уборку следует разделить на три этапа:
Выньте вилку из розетки. Корпус принтера UlTi Steel допускается протирать влажной тряпкой. Особое внимание уделите основанию стола под нагревательной пластиной. Убедитесь, что на корпусе не осталось следов воды и все поверхности насухо вытерты. После этого можно установить временно снятые элементы (дверки, нагревательная пластина и т.д.)
Во время длительной работы трущиеся детали прирабатываются друг к другу, а смазка загрязняется продуктами износа и пылью. Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Кулеры обдува принтера можно очистить сжатым воздухом либо специальной антистатической кисточкой. Чаще всего на лопастях кулера налипает пыль и шерсть, что ухудшает эффективность обдува.
Иногда после нескольких месяцев работы принтера могут начаться пропуски слоев. Это может происходить по разным причинам, чаще всего — забитое сопло или плохой пластик.
Иногда пластик может крошится и налипать на зубья подающей шестерни, в таком случае очистите их металлической щеткой или тонкой иглой, предварительно сняв рокер и коромысло.
В редких случаях изнашивается сама подающая шестерня, происходит замятие нескольких зубьев, при таком дефекте шестерню следует заменить.
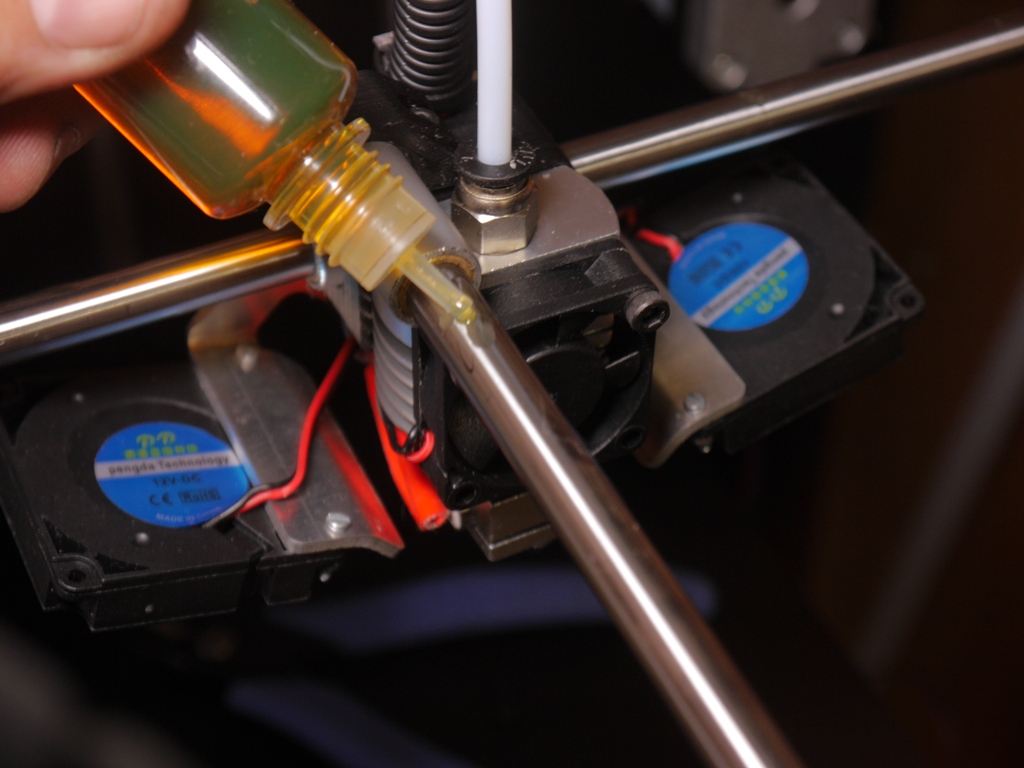
В комплект к UlTi Steel мы прикладываем флакон с минеральным трансмиссионным маслом. У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
Не требуется много смазки, достаточно пары капель на вал. После этого вручную несколько раз переместите печатающую головку по всей области печати, чтобы смазка равномерно распределилась. Излишки удалите сухой салфеткой.
Не допускайте попадание масла на ремни, иначе с течением времени при длительном контакте они могут начать деградировать. Если масло попало на ремень - вытрите его салфеткой.